ГОСТ 4781-85
Группа В22
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
ДЛЯ ШПУНТОВЫХ СВАЙ
Технические условия
Hot-rolled steel shapes for sheet piles. Specifications
ОКП 09 5110
Дата введения 1986-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.06.85 N 2046
3. ВЗАМЕН ГОСТ 4781-55
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта |
ГОСТ 166-89 | 4.4 |
ГОСТ 380-94 | 2.2 |
ГОСТ 427-75 | 4.4 |
ГОСТ 5378-90 | 4.4 |
ГОСТ 7502-89 | 4.4 |
ГОСТ 7565-81 | 3.3 |
ГОСТ 7566-94 | 3.1, 3.5, 5.1 |
ГОСТ 18895-97 | 4.1 |
ГОСТ 22536.0-87 | 4.1 |
ГОСТ 22536.10-88 | 4.1 |
ГОСТ 27809-95 | 4.1 |
5. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ИЗДАНИЕ с Изменением N 1, утвержденным в январе 1990 года (ИУС 4-90)
Настоящий стандарт распространяется на горячекатаные стальные профили для шпунтовых свай, предназначенных для ячеистых конструкций и противофильтрационных завес.
1. СОРТАМЕНТ
1. СОРТАМЕНТ
1.1. Поперечное сечение, размеры, площадь поперечного сечения, справочные величины и масса 1 м шпунтового плоского профиля ШП-1 должны соответствовать указанным на черт.1 и в табл.1.
Черт.1. Шпунтовой профиль ШП-1
Шпунтовой профиль ШП-1
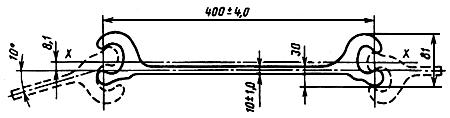
Черт.1
Таблица 1
Обозначение | Площадь поперечного сечения, см | Масса 1 м, | Справочные величины | |
|
| |||
ШП-1 | 82 | 64 | 332 | 73 |
1.2. Поперечное сечение и размеры замка шпунтового плоского профиля ШП-1 должны соответствовать указанным на черт.2.
Черт.2. Замок шпунтового плоского профиля ШП-1
Замок шпунтового плоского профиля ШП-1
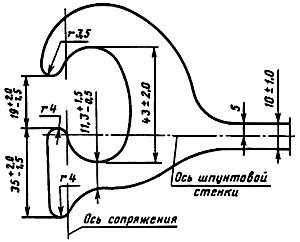
Черт.2
1.3. Поперечное сечение, размеры, площадь поперечного сечения, справочные величины и масса 1 м корытного шпунтового профиля ШК-1 должны соответствовать указанным на черт.3 и табл.2.
Черт.3. Шпунтовый корытный профиль ШК-1
Шпунтовый корытный профиль ШК-1
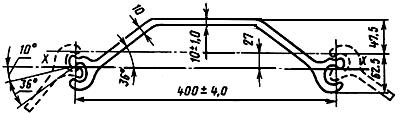
Черт.3
Таблица 2
Обозначение профиля | Площадь поперечного сечения, см | Масса 1 м, | Справочные величины | |
|
| |||
ШП-1 | 64 | 50 | 730 | 114 |
1.4. Поперечное сечение и размеры замка шпунтового корытного профиля ШК-1 должны соответствовать указанным на черт.4.
Черт.4. Замок шпунтового корытного профиля ШК-1
Замок шпунтового корытного профиля ШК-1
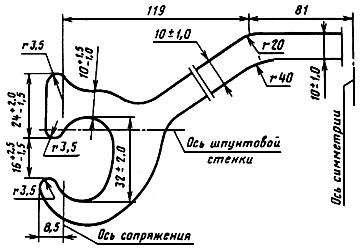
Черт.4
1.5. В соответствии с заказом профили для шпунтовых свай изготавливают длиной от 8 до 22 м:
- мерной длины,
- мерной длины с отрезками в количестве не более 10% массы партии.
Отрезком считается профиль длиной от 5 до 8 м.
1.6. Предельное отклонение по длине не должно превышать +100 мм.
По требованию потребителя:
+45 мм - при длине 8 м;
+5 мм на каждый метр длины - при длине свыше 8 м, но не более 100 мм.
1.7. Шпунтовые профили изготовляют с двумя монтажными отверстиями диаметром 50 мм, расположенными на продольной оси стенки на расстоянии 500 мм от концов.
По требованию потребителя взамен монтажных отверстий вырезают отверстия для крепления вибратора.
Примеры условных обозначений:
Плоский профиль для шпунтовых свай ШП-1 из стали марки Ст3пс:
ШП-1 Ст3пс ГОСТ 4781-85
Корытный профиль для шпунтовых свай ШК-1 из стали марки Ст3пс:
ШК-1 Ст3пс ГОСТ 4781-85.
1.6, 1.7. (Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Профили для шпунтовых свай изготавливают в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Профили для шпунтовых свай изготавливают из углеродистой стали марок Ст3сп, Ст3пс по ГОСТ 380.
(Измененная редакция, Изм. N 1).
2.3. На наружной поверхности профиля, в торцах и в замковой части не должно быть раскатанных пузырей, закатов, прокатных плен.
Дефекты должны быть удалены пологой вырубкой или зачисткой. Ширина вырубки или зачистки должна быть не менее пятикратной глубины. Глубина вырубки или зачистки не должна превышать минусового предельного отклонения по размеру профиля.
Поперечная вырубка или зачистка не допускаются.
Допускаются без зачистки отдельные раскатанные загрязнения, царапины, рябизна, отпечатки, не выводящие размеры профиля за пределы минусового предельного отклонения.
2.4. Концы профиля должны быть обрезаны перпендикулярно к их оси, и по требованию потребителя ус на торце профиля должен быть удален.
2.5. Осевая растягивающая нагрузка в замке для плоских профилей должна быть не менее 24,5 кН/см.
2.6. Профили должны поставляться после правки. Кривизна не должна превышать 3 мм на 1 м длины. Общая кривизна не должна превышать:
0,2% длины - для профилей длиной до 15 м;
30 мм - для профилей длиной свыше 15 м.
3. ПРАВИЛА ПРИЕМКИ
3.1. Профили для шпунтовых свай принимают партиями. Партия должна состоять из профилей одного размера, одной плавки, одной марки стали и оформлена одним документом о качестве (ГОСТ 7566).
3.2. Проверяют качество поверхности и размеры каждого профиля.
3.3. Для проверки химического состава пробы отбирают по ГОСТ 7565.
3.4. Для испытания на растяжение от партии отбирают 2 прутка.
3.5. При получении неудовлетворительных результатов проверки хотя бы по одному показателю повторную проверку проводят в соответствии с ГОСТ 7566.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Химический состав определяют по ГОСТ 22536.0, ГОСТ 22536.10, ГОСТ 27809, ГОСТ 18895.
4.2. Для плоских профилей шпунтовых свай ШП-1 замки испытывают на прочность следующим образом. От каждого отобранного профиля для испытания на растяжение отрезают по одному поперечному образцу толщиной 7 см. Каждый образец разрезают на две равные части по продольной оси профиля. Обе половины разрезанного образца профиля соединяют в замок и испытывают на растяжение на разрывной или универсальной машине до момента раскрытия замка.
Прочность замка определяют при его раскрытии.
Перед испытанием на прочность замки плоских профилей следует проверять на поворачиваемость до 10° в плоскости соединения.
4.3. Качество поверхности проверяют без применения увеличительных приборов.
4.4. Геометрические размеры и форму профилей проверяют с помощью мерительных инструментов по ГОСТ 166, ГОСТ 427, ГОСТ 5378 и ГОСТ 7502.
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Упаковка, маркировка, транспортирование и хранение - по ГОСТ 7566.
5.2. Складирование, погрузка и транспортирование шпунтовых свай должны обеспечивать их прямолинейность в соответствии с п.2.6 настоящего стандарта.