ГОСТ 31.121.41-84
Группа Г27
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДЕТАЛИ И СБОРОЧНЫЕ ЕДИНИЦЫ УНИВЕРСАЛЬНО-СБОРОЧНОЙ
ПЕРЕНАЛАЖИВАЕМОЙ ОСНАСТКИ К МЕТАЛЛОРЕЖУЩИМ СТАНКАМ
Конструктивные элементы. Основные параметры.
Нормы точности
Elements and assemblies of universal built-up and readjustable equipment for
metal-cutting machines. Constructive elements. Basic parameters. Precision norms
МКС 25.060.01
ОКП 39 6820
Дата введения 1985-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.11.84 N 3984
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 31.111.41-93 | 3.5, 3.6 |
ГОСТ 1759.1-82 | 3.3 |
ГОСТ 6540-68 | 2.21 |
ГОСТ 6636-69 | 2.8 |
ГОСТ 9150-2002 | 2.25 |
ГОСТ 9484-81 | 2.24 |
ГОСТ 9562-81 | 2.24 |
ГОСТ 9833-73 | 2.22 |
ГОСТ 12415-80 | 2.20 |
ГОСТ 12853-80 | 2.23 |
ГОСТ 16093-2004 | 2.25 |
ГОСТ 24643-81 | 3.2 |
К 31.122.40-84 | 1.4; 2.27 |
РД 50-572-85 | 1.5; 2.28 |
5. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 4-94)
6. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в августе 1987 г., августе 1988 г. (ИУС 12-87, 12-88)
Настоящий стандарт распространяется на детали и сборочные единицы универсально-сборной переналаживаемой оснастки (УСПО) к металлорежущим станкам, в том числе станкам с числовым программным управлением и многоцелевого назначения сверлильно-фрезерно-расточной группы.
Стандарт устанавливает серии, основные параметры, размеры основных конструктивных элементов, предельные отклонения линейных размеров, допуски углов, формы и расположения поверхностей.
1. ОСНОВНЫЕ ПАРАМЕТРЫ
1. ОСНОВНЫЕ ПАРАМЕТРЫ
1.1. Детали и сборочные единицы УСПО, в зависимости от прочности конструктивных элементов, используемых для базирования и крепления, должны изготовляться 3 серий.
Основные параметры, характеризующие каждую серию, приведены в табл.1.
Таблица 1
Размеры, мм
Серия | Код ОКП | Диаметр отверстия под фиксирующий палец Н7 | Основная крепежная резьба | Размер (шаг) между осями отверстий под фиксирующие пальцы |
2 | 39 6822 | 8 | М8 | 20 |
3 | 39 6823 | 10 | М12х1,5; М16 | 30 |
4 | 39 6824 | 12 | М16; М20 | 40 |
Примечание. Допускается применение вспомогательной крепежной резьбы других размеров, не указанных в табл.1.
Основной способ базирования и фиксации деталей и сборочных единиц УСПО приведен в приложении.
1.2. Допускается в деталях применять базы различных серий УСПО или базы с основными параметрами и конструктивными элементами универсально-сборочных приспособлений (УСП).
1.3. При проектировании новых деталей и сборочных единиц УСПО их серия и количество конструктивных элементов, предназначенных для базирования и крепления, устанавливается в зависимости от вида обработки, габаритов обрабатываемого изделия и максимальных планируемых эксплуатационных нагрузок.
1.4. Номенклатура конструкций и типоразмерные ряды основных параметров и размеров деталей и сборочных единиц УСПО приведены в каталоге К 31.122.40.
1.5. Правила разработки деталей и сборочных единиц УСПО - по РД 50-572*.
________________
* На территории Российской Федерации действует РД 50-572-90, здесь и далее по тексту. - Примечание.
(Измененная редакция, Изм. N 1).
2. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
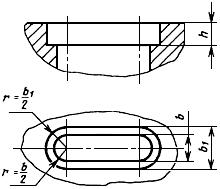
2.1. Конструктивные исполнения и размеры сквозных гладких отверстий под крепежные детали должны соответствовать указанным на черт.1-5 и в табл.2.
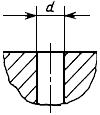
Черт.1
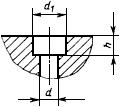
Черт.2
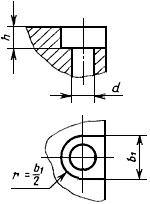
Черт.3
Черт.4
Черт.5
Таблица 2
Размеры, мм
Серия | Диаметр стержня крепежной детали |
|
|
|
|
|
H14 | H16 | |||||
2 | 8 | 9 | 15 | 7,5 | 9 | 15 |
3 | 12 | 14 | 24 | 10,5 | 14 | 24 |
16 | 18 | 28 | 18 | 28 | ||
4 | 20 | 22 | 36 | 14,0 | 22 | 36 |
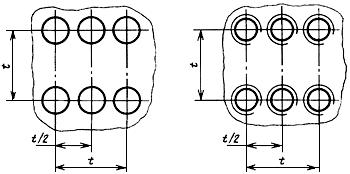
2.2. Размеры между осями отверстий (резьбовых, сквозных, продолговатых) под крепежные детали с основной резьбой должны соответствовать или быть кратными указанным на черт.6 и в табл.3.
Черт.6
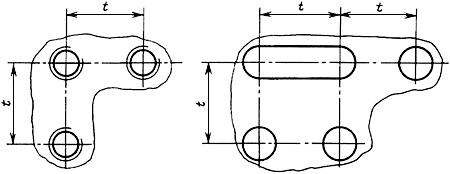
Таблица 3
Серия |
|
2 | 20 |
3 | 30 |
4 | 40 |
2.3. Размер между осями отверстий под фиксирующие пальцы должен соответствовать или быть кратным указанным в табл.1.
2.4. Допускается располагать отверстия под фиксирующие пальцы и отверстия в деталях и сборочных единицах (кроме базовых) согласно черт.7 и табл.3.
Черт.7
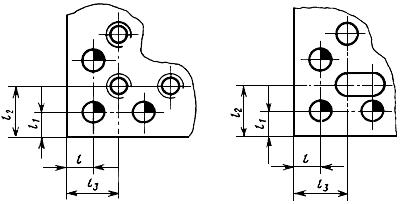
2.5. Расположение на базовой плоскости отверстий под крепежные детали (резьбовых, сквозных, продолговатых) относительно отверстий под фиксирующие пальцы должно соответствовать указанному на черт.8 и в табл.3.
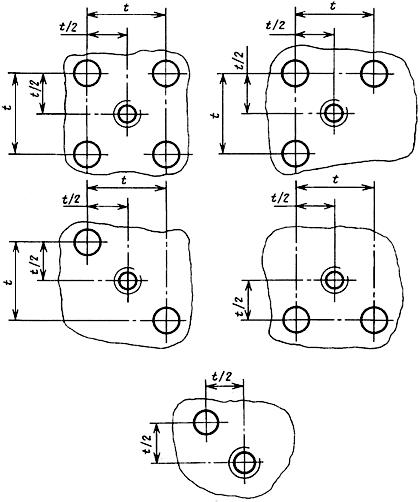
Черт.8
2.6. В корпусных деталях и сборочных единицах размеры, координирующие оси отверстий под фиксирующие пальцы и крепежные детали с основной резьбой относительно взаимно перпендикулярных плоскостей, должны соответствовать указанным на черт.9 и в табл.4.
Черт.9
Таблица 4
Размеры, мм
Серия |
|
|
|
|
2 | 5* | 5*; 10 |
| 15 |
15; 20; 25 |
| |||
10 | 5* | 15 | 20 | |
15; 20; 25 |
| |||
3 | 7,5 | 7,5; 15 |
| 22,5 |
22,5; 30; 37,5 |
| |||
15 | 7,5 | 22,5 | 30 | |
22,5; 30; 37,5 |
| |||
4 | 10 | 10; 20 |
| 30 |
30; 40; 50 |
| |||
20 | 10 | 30 | 40 | |
30; 40; 50 |
|
________________
* Допускается по согласованию с потребителем.
2.7. Размеры ![]() ,
, ![]() ,
, ![]() ,
, ![]() , указанные на черт.10, координирующие оси отверстий под фиксирующие пальцы и крепежные детали с основной резьбой относительно технологических отверстий (ТО) назначаются конструктивно в зависимости от габаритных размеров плит.
, указанные на черт.10, координирующие оси отверстий под фиксирующие пальцы и крепежные детали с основной резьбой относительно технологических отверстий (ТО) назначаются конструктивно в зависимости от габаритных размеров плит.
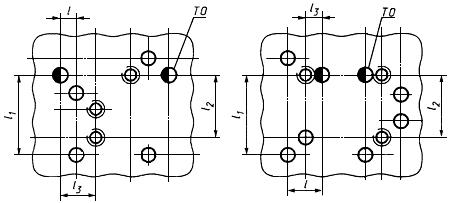
Черт.10
(Измененная редакция, Изм. N 2).
2.8. Допускается принимать размеры, координирующие оси отверстий под фиксирующие пальцы относительно взаимно перпендикулярных баз, по ряду ![]() 20 ГОСТ 6636.
20 ГОСТ 6636.
2.9. Пересечение отверстий под фиксирующие пальцы не допускается.
2.10. Количество отверстий под фиксирующие пальцы и крепежные детали на базовых плоскостях устанавливается в зависимости от назначения детали УСПО, ее универсальности и размеров базовой плоскости.
2.11. Основные размеры отверстия под фиксирующий палец должны соответствовать указанным на черт.11 и в табл.6.
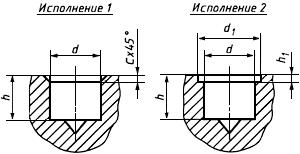
Черт.11
Таблица 6*
Размеры, мм
Серия |
|
|
|
|
|
2 | 8 | 9 | 11 | 1,5 | 0,5 |
3 | 10 | 11 | 15 | ||
4 | 12 | 13 |
________________
* Табл.5. (Исключена, Изм. N 2).
(Измененная редакция, Изм. N 2).
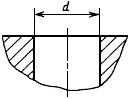
2.12. Размеры центрального базового отверстия в круглых плитах должны соответствовать указанным на черт.12 и в табл.7.
Черт.12
Таблица 7
Размеры, мм
Серия |
|
|
|
H7 | |||
2 | 18 | 75 | 4 |
3 | 25 | 90 | 5 |
4 | 50 | 180 | 20 |
2.13. Диаметры базовых отверстий под кондукторные втулки, валики и колонки должны соответствовать указанным на черт.13 и в табл.8.
Черт.13
Таблица 8
мм
Серия |
|
2 | 8; 10; 12; 16; 18; 25 |
3 | 10; 12; 16; 18; 25; 36; 40 |
4 | 12; 16; 18; 25; 36; 40; 50 |
________________
* Для отверстий под кондукторные втулки предельные отклонения - по Н6.
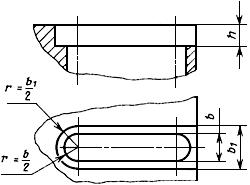
2.14. Размеры П-образных пазов под направляющие планки и планки с базовым отверстием должны соответствовать указанным на черт.14 и в табл.9.
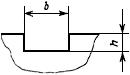
Черт.14
Таблица 9
Размеры, мм
Серия |
|
| Примечание | |
Номин. | Пред. откл. | |||
2 | 8 | 4 | Н14 | Пазы под направляющие планки |
3 | 10 | 5 | ||
4 | 12 | |||
2 | 22; 30 | 6 | Н7 | Пазы под планки с базовым отверстием |
3 | 30; 35; 45 | 10 | ||
4 | 45; 60 | |||
2.15. Углы между базовыми плоскостями деталей УСПО для всех серий должны соответствовать указанным на черт.15 и в табл.10.
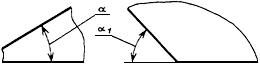
Черт.15
Таблица 10
|
| Примечание |
Допуск по АТ7 | ||
5°; 10°; 15°; 20°; 25°; 30°; 35°; 40°; 45°; 50°; 55°; 60°; 65°; 70°; 75°; 80°; 85° | 5°; 10°; 15°; 20°; 25°; 30°; 35°; 40°; 45°; 50°; 55°; 60°; 65°; 70°; 75°; 80°; 85° | Угловые опоры, проставки |
90° | 90° | Базовые и корпусные детали |
0°10; 0°15; 0°20; 0°30; 0°45; 1°; 2°; 2°30 | - | Угловые подкладки |
2.16. Размеры фиксирующего пальца должны соответствовать указанным на черт.16 и в табл.11.
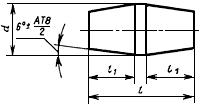
Черт.16
Таблица 11
Размеры, мм
Серия |
|
|
|
± | |||
2 | 7 | 13 | 6 |
3 | 9 | 17 | 8 |
4 | 10 | 21 | 10 |
2.17. Размеры разрезной втулки должны соответствовать указанным на черт.17 и в табл.12.
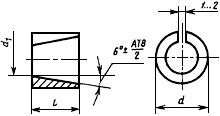
Черт.17
Таблица 12
Размеры, мм
Серия |
|
|
|
2 | 8 | 5,6 | 6 |
3 | 10 | 7,1 | 8 |
4 | 12 | 7,7 | 10 |
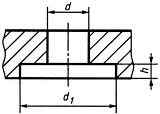
2.18. Размеры упругой шайбы должны соответствовать указанным на черт.18 и в табл.13.
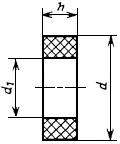
Черт.18
Таблица 13
Размеры, мм
Серия |
|
|
|
2 | 8,1 | 5 | 2,8 |
3 | 10,1 | 6 | 3,0 |
4 | 12,1 | 7 | 3,0 |
2.19. Расположение отверстий для присоединения гидравлических цилиндров в базовых гидрофицированных сборочных единицах должно соответствовать расположению отверстий под крепежные детали с основной резьбой.
2.20. Диаметры отверстий под установочные винты - по ГОСТ 12415.
2.21. Диаметры цилиндров и штоков гидравлических устройств - по ГОСТ 6540.
2.22. В гидравлических и пневматических устройствах размеры канавок под уплотнительные резиновые кольца круглого сечения, предельные отклонения размеров канавок и диаметров сопрягаемых деталей, работающих с уплотнительными резиновыми кольцами - по ГОСТ 9833.
2.23. Размеры резьб для соединения гидравлических и пневматических устройств с трубопроводами - по ГОСТ 12853.
2.24. Профили и размеры трапецеидальной резьбы - по ГОСТ 9484. Поля допусков трапецеидальной резьбы - 8Н/8с по ГОСТ 9562.
2.25. Профиль основной крепежной резьбы - по ГОСТ 9150. Поля допусков - 7H/8g по ГОСТ 16093.
2.26. Предельные отклонения габаритных размеров базовых и корпусных деталей УСПО должны соответствовать указанным в табл.14.
Таблица 14
Наименование размера | Предельное отклонение размера | Применение |
Длина | js 6 | Угольники, прямоугольные опоры, подкладки, призмы, проставки |
h 12 | Плиты | |
Ширина | js 6 | Угольники, прямоугольные опоры, подкладки, призмы, проставки, соединительные планки |
g 6 | Планки кондукторные с отверстием под втулку | |
h 12 | Прокладки | |
Высота | h 6 | Секции прямоугольных плит |
h 8 | Плиты | |
js 6**; js 7* | Прямоугольные опоры, подкладки, призмы, проставки, планки | |
js 8 | Прокладки |
________________
* Для деталей высотой до 30 мм.
** Для деталей высотой свыше 30 мм.
Предельные отклонения размеров, не указанные в табл.14, должны соответствовать: диаметры отверстий - Н14, диаметры валов - h14; длины и высоты - Н14; h14; ±![]() ; ±
; ±![]() .
.
(Измененная редакция, Изм. N 2).
2.27. Номенклатура вновь разрабатываемых деталей и сборочных единиц, изготавливаемых специализированным производством, должна включаться в промышленный каталог К 31.122.40;
изготавливаемых для внутреннего потребления - в промышленный альбом.
2.28. Порядок разработки промышленного каталога и альбома и порядок включения в них деталей и сборочных единиц - по РД 50-572.
2.27, 2.28. (Введены дополнительно, Изм. N 1).
3. ДОПУСКИ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
3.1. Позиционный допуск осей отверстий должен соответствовать указанному в табл.15.
Таблица 15
Тип отверстия | Позиционный допуск в диаметральном выражении, мм |
Базовые отверстия и отверстия под фиксирующие пальцы | 0,03 |
Гладкие и резьбовые отверстия под крепежные детали диаметром: | |
до 12 мм | 0,40 |
св. 12 мм | 0,50 |
3.2. Допуски формы и расположения поверхностей, используемых для базирования, с параметрами шероховатости ![]() 1,25-1,6 мкм - по 7-й степени точности,
1,25-1,6 мкм - по 7-й степени точности, ![]() <1,25 мкм - по 5-й степени точности ГОСТ 24643.
<1,25 мкм - по 5-й степени точности ГОСТ 24643.
3.3. Допуски формы и расположения поверхностей болтов, винтов, шпилек и гаек должны соответствовать классу точности С - по ГОСТ 1759.1.
3.4. Отклонение от перпендикулярности резьбовых отверстий с основной резьбой должно быть не более 0,25 мм на длине 100 мм.
3.5. Предельные отклонения размеров, допуски формы и расположения конструктивных элементов (плоскостей, базовых и установочных отверстий, пазов, резьбовых соединений и т.д.), заимствованных из УСП, - по ГОСТ 31.111.41.
3.6. Измерение геометрических параметров, методы контроля формы и расположения поверхностей деталей и сборочных единиц - по ГОСТ 31.111.41.
ПРИЛОЖЕНИЕ (справочное). ОСНОВНОЙ СПОСОБ БАЗИРОВАНИЯ И ФИКСАЦИИ ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ УСПО
ПРИЛОЖЕНИЕ
Справочное
При установке в приспособлениях деталей и сборочных единиц УСПО используется беззазорное соединение с помощью базовых фиксирующих пальцев. Схема базирования и фиксации деталей и сборочных единиц УСПО показана на чертеже.
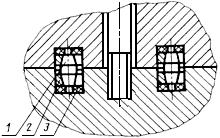
1 - фиксирующий палец; 2 - втулка разрезная; 3 - шайба упругая
Применение беззазорного соединения взамен Т-образных и П-образных пазов позволяет уменьшить в сравнении с универсально-сборными приспособлениями (УСП) габаритные размеры, массу базовых и корпусных деталей и за счет увеличения жесткости повысить производительность и точность обработки.