ГОСТ 29325-92
(ИСО 3126-74)
Группа Л26
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРУБЫ ИЗ ПЛАСТМАСС
Определение размеров
Plastics pipes. Measurement of dimensions
ОКСТУ 2248, 2209
Дата введения 1993-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ПОДГОТОВЛЕН ТК 241 "Пленки, трубы и фитинги из термопластов"
2. УТВЕЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 27.03.92 N 280
Настоящий стандарт подготовлен методом прямого применения международного стандарта ИСО 3126-74 "Трубы из пластмасс. Определение размеров" и полностью ему соответствует
3. Срок первой проверки - 1997 г.
Периодичность проверки - 5 лет
4. ВВЕДЕН ВПЕРВЫЕ
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает требования к аппаратуре и методам определения следующих размеров труб из пластмасс:
толщины стенки в любом месте ![]() ;
;
среднего наружного диаметра ![]() ;
;
наружного диаметра в любом месте ![]() .
.
Стандартная температура (23±2) °С.
2. ТОЛЩИНА СТЕНКИ В ЛЮБОМ МЕСТЕ
2.1. Погрешность измерения
Толщину стенки следует измерять с погрешностью в пределах ±0,05 мм.
2.2. Измерительная аппаратура
Толщину стенки измеряют прибором с круговой шкалой (см. чертеж) или аналогичным прибором, обеспечивающим требуемую точность.
Чертеж. Прибор с круговой шкалой
Прибор с круговой шкалой
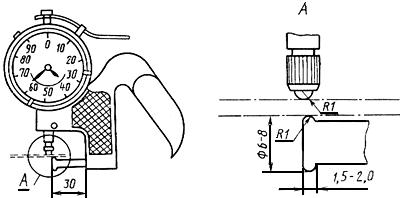
Прибор с круговой шкалой должен соответствовать следующим требованиям:
1) иметь цену деления шкалы до 0,01 мм;
2) иметь неподвижный стержень минимальной длиной 30 мм, образующий с прибором жесткую конструкцию так, чтобы стрелка на шкале давала отклонение менее 0,01 мм, если усилие 5 Н (0,5 кгс) прилагают к его концу в направлении оси подвижного стержня;
3) конец неподвижного стержня (неподвижная измерительная поверхность) должен иметь форму диска диаметром 6-8 мм и толщиной 1,5-2,0 мм, перпендикулярного к стержню. Кромки диска должны иметь радиус закругления 1 мм;
4) конец подвижного стержня (подвижная измерительная поверхность) должен иметь полусферическую форму радиусом 1 мм;
5) измерительное усилие должно быть менее 2,5 Н (0,25 кгс);
6) измерительные поверхности должны быть закаленными.
2.3. Проведение испытания
Внутрь трубы перпендикулярно к ее оси вводят неподвижную измерительную поверхность до внутренней поверхности стенки, не оказывая на нее давления. Отпускают подвижный стержень и находят положение прибора, которое обеспечивает минимальное показание.
2.4. Выражение результатов
Полученное минимальное показание округляют в большую сторону до значения, кратного 0,05.
3. СРЕДНИЙ НАРУЖНЫЙ ДИАМЕТР
3.1. Погрешность измерения
Измерения следует проводить с погрешностью в пределах ±0,1 мм.
3.2. Сущность метода
Определяют длину окружности трубы и делят на 3,142.
3.3. Измерительная аппаратура
Лента для измерения окружности, градуированная в диаметрах,* или аналогичное средство измерений, обеспечивающее требуемую точность. Лента должна соответствовать следующим требованиям:
________________
* Диаметр до 40 мм включительно можно определять как среднее арифметическое результатов четырех равномерно распределенных измерений диаметра. Метод измерения должен соответствовать требованиям настоящего стандарта.
1) быть изготовлена из коррозионно-стойкой стали или аналогичного материала;
2) иметь значение отсчета по нониусу до 0,05 мм;
3) быть градуирована таким образом, чтобы толщина ленты и ширина штрихов шкалы не влияли на результаты измерений;
4) иметь такую ширину в зависимости от прочности материала, из которого она изготовлена, чтобы усилие в 2,5 Н (0,25 кгс), прилагаемое к ее концам, не вызвало общего удлинения ленты более чем на 0,05 мм;
5) обладать гибкостью для плотного облегания трубы по окружности.
3.4. Проведение испытания
Ленту прикладывают по окружности трубы перпендикулярно к ее оси и снимают показания.
3.5. Обработка результатов
Полученное показание или вычисленный средний наружный диаметр округляют до первого десятичного знака.
4. НАРУЖНЫЙ ДИАМЕТР В ЛЮБОМ МЕСТЕ
4.1. Погрешность измерения
Измерения следует проводить с погрешностью в пределах ±0,05 мм.
4.2. Сущность метода
Определяют максимальное и минимальное значения наружного диаметра в любом поперечном сечении. При этом измерения наружного диаметра следует проводить до получения максимального и минимального значений.
4.3. Измерительная аппаратура
Штангенциркуль со значением отсчета по нониусу до 0,05 мм.
4.4. Проведение испытания
Неподвижную губку штангенциркуля подводят к одной стороне трубы и передвигают подвижную губку с другой стороны трубы перпендикулярно к ее оси до тех пор, пока измерительные поверхности губок не придут в соприкосновение с поверхностью трубы.
После проверки правильности положения штангенциркуля относительно трубы снимают показания.
Измерения проводят в одном поперечном сечении, поворачивая штангенциркуль в этом сечении, до получения максимального и минимального значений.
4.5. Выражение результатов
Показания округляют до первого десятичного знака и за результат принимают наибольшее и наименьшее значения, измеренные в одном поперечном сечении.