ГОСТ 26618-85
Группа Г21
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПАКЕТЫ ДВУХКАССЕТНЫХ ПРЕСС-ФОРМ ДЛЯ ИЗГОТОВЛЕНИЯ МАНЖЕТ ГИДРАВЛИЧЕСКИХ УСТРОЙСТВ
Конструкция и размеры
Sets of two-cassette press moulds for manufacturing rubber U-packing seals. Design and dimensions
ОКП 39 6381
Дата введения 1986-07-01
РАЗРАБОТАН Министерством тракторного и сельскохозяйственного машиностроения
ИСПОЛНИТЕЛИ
Е.А.Дьяченко (руководитель темы), М.А.Бандурская, И.С.Алтухова, Л.А.Сафронова
ВНЕСЕН Министерством тракторного и сельскохозяйственного машиностроения
Зам. министра В.М.Шабанов
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26 сентября 1985 г. N 3057
1. Настоящий стандарт распространяется на пакеты для изготовления резиновых уплотнительных манжет по ГОСТ 14896-84 типов 1 и 3 размерами от 40x24 до 130x110 мм.
Пакеты предназначены для установки в блоки двухкассетных пресс-форм по ГОСТ 20177-74.
2. Конструкция и размеры пакетов должны соответствовать указанным на черт.1 и в табл.1, 2.
Черт.1. - Конструкция и размеры пакетов
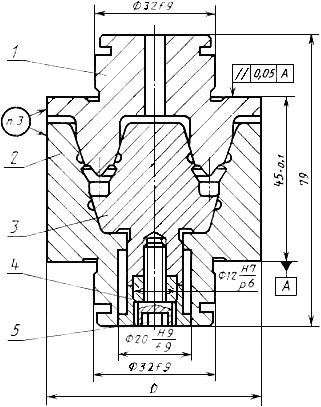
1 - пуансон по табл.1-4; 2 - обойма по табл.1, 2, 5, 6; 3 - матрица по табл.1, 2, 7, 8; 4 - втулка 1017-4451/004 (черт.5) кол.1; 5 - винт М6-6x16.6.8 ГОСТ 11738-84 (кол.1)
Черт.1
Таблица 1
Обозначение пакета | Приме- няемость | Обозначение типоразмера манжеты |
| Масса, кг, не более | Поз.1 Пуансон | Поз.2 | Поз.3 Матрица |
Обозначение | |||||||
1017-4451 | 1-40x30 | 60 | 1,100 | 1017-4451/001 | 1017-4451/002 | 1017-4451/003 | |
1017-4452 | 1-42x32 | 1,096 | 1017-4452/001 | 1017-4452/002 | 1017-4452/003 | ||
1017-4453 | 1-45x35 | 63 | 1,191 | 1017-4453/001 | 1017-4453/002 | 1017-4453/003 | |
1017-4454 | 1-46x36 | 1,187 | 1017-4454/001 | 1017-4454/002 | 1017-4454/003 | ||
1017-4455 | 1-50x40 | 71 | 1,485 | 1017-4455/001 | 1017-4455/002 | 1017-4455/003 | |
1017-4456 | 1-55x45 | 75 | 1,605 | 1017-4456/001 | 1017-4456/002 | 1017-4456/003 | |
1017-4457 | 1-56x46 | 1,690 | 1017-4457/001 | 1017-4457/002 | 1017-4457/003 | ||
1017-4458 | 1-60x50 | 85 | 2,069 | 1017-4458/001 | 1017-4458/002 | 1017-4458/003 | |
1017-4459 | 1-63x48 | 2,039 | 1017-4459/001 | 1017-4459/002 | 1017-4459/003 | ||
1017-4461 | 1-70x55 | 95 | 2,416 | 1017-4461/001 | 1017-4461/002 | 1017-4461/003 | |
1017-4462 | 1-71x56 | 2,430 | 1017-4462/001 | 1017-4462/002 | 1017-4162/003 | ||
1017-4463 | 1-78х63 | 2,508 | 1017-4463/001 | 1017-4463/002 | 1017-4463/003 | ||
1017-4464 | 1-80x65 | 105 | 2,997 | 1017-4464/001 | 1017-4464/002 | 1017-4464/003 | |
1017-4465 | 1-85x70 | 3,074 | 1017-4465/001 | 1017-4465/002 | 1017-4465/003 | ||
1017-4466 | 1-90х75 | 115 | 3,611 | 1017-4466/001 | 1017-4466/002 | 1017-4466/003 | |
1017-4467 | 1-100x80 | 125 | 4,168 | 1017-4467/001 | 1017-4467/002 | 1017-4467/003 | |
1017-4468 | 1-110x90 | 4,067 | 1017-4468/001 | 1017-4468/002 | 1017-4468/003 | ||
1017-4469 | 1-120x100 | 140 | 5,134 | 1017-4469/001 | 1017-4469/002 | 1017-4469/003 | |
1017-4471 | 1-125x105 | 150 | 6,001 | 1017-4471/001 | 1017-4471/002 | 1017-4471/003 | |
1017-4472 | 1-130x110 | 5,784 | 1017-4472/001 | 1017-4472/002 | 1017-4472/003 | ||
Таблица 2
Обозначение пакета | Приме- няемость | Обозначение типоразмера манжеты |
| Масса, кг, не более | Поз.1 | Поз.2 | Поз.3 |
Обозначение | |||||||
1017-4481 | 3-40x24 | 60 | 1,088 | 1017-4481/001 | 1017-4481/002 | 1017-4481/003 | |
1017-4482 | 3-40x20 | 1,096 | 1017-4482/001 | 1017-4482/002 | 1017-4482/003 | ||
1017-4483 | 3-42x22 | 1,041 | 1017-4483/001 | 1017-4483/002 | 1017-4483/003 | ||
1017-4484 | 3-45x25 | 63 | 1,132 | 1017-4484/001 | 1017-4484/002 | 1017-4484/003 | |
1017-4485 | 3-47x27 | 71 | 1,423 | 1017-4485/001 | 1017-4485/002 | 1017-4485/003 | |
1017-4486 | 3-48x28 | 1,418 | 1017-4486/001 | 1017-4486/002 | 1017-4486/003 | ||
1017-4487 | 3-50x30 | 1,410 | 1017-4487/001 | 1017-4487/002 | 1017-4487/003 | ||
1017-4488 | 3-52x32 | 75 | 1,464 | 1017-4488/001 | 1017-4488/002 | 1017-4488/003 | |
1017-4489 | 3-56x36 | 1,557 | 1017-4489/001 | 1017-4489/002 | 1017-4489/003 | ||
1017-4491 | 3-60x40 | 85 | 1,983 | 1017-4491/001 | 1017-4491/002 | 1017-4491/003 | |
1017-4492 | 3-63x43 | 1,972 | 1017-4492/001 | 1017-4492/002 | 1017-4492/003 | ||
1017-4493 | 3-65x45 | 1,957 | 1017-4493/001 | 1017-4493/002 | 1017-4493/003 | ||
1017-4494 | 3-70x50 | 95 | 2,445 | 1017-4494/001 | 1017-4494/002 | 1017-4494/003 | |
1017-4495 | 3-76x56 | 2,431 | 1017-4495/001 | 1017-4495/002 | 1017-4495/003 | ||
1017-4496 | 3-80x60 | 105 | 2,936 | 1017-4496/001 | 1017-4496/002 | 1017-4496/003 | |
1017-4497 | 3-83x63 | 2,922 | 1017-4497/001 | 10174-4497/002 | 1017-4497/003 | ||
1017-4498 | 3-90x70 | 115 | 3,511 | 1017-4498/001 | 1017-4498/002 | 1017-4498/003 | |
1017-4499 | 3-100x80 | 125 | 4,112 | 1017-4499/001 | 1017-4499/002 | 1017-4499/003 | |
Пример условного обозначения пакета для изготовления манжеты 1-40x30 из резины со средней усадкой 1,5%:
ПАКЕТ 1017-4451-1,5 ГОСТ 26618-85
То же, для изготовления манжеты 3-40x24:
ПАКЕТ 1017-4481-1,5 ГОСТ 26618-85
3. Маркировать шрифтом ПО-5 по ГОСТ 2930-62:
на обойме - условное обозначение пакета (без слова "пакет"), порядковый номер пакета в партии заказа, товарный знак предприятия - изготовителя пакетов и обозначение манжеты по ГОСТ 14896-84;
на пуансоне и матрице - условное обозначение пакета (без слова "пакет" и обозначения стандарта), порядковый номер пакета.
Маркировку следует наносить любым, кроме ударного, способом, обеспечивающим ее сохранность при производстве РТИ.
4. Допускается изготовление пакета с конструкцией матрицы по ГОСТ 20178-74.
5. Технические требования - по ГОСТ 14901-79*.
______________
* На территории Российской Федерации действуют ГОСТ 14901-93, ГОСТ 29077-91, здесь и далее по тексту. - Примечание изготовителя базы данных.
6. Пример крепления пакетов в блоках приведен в справочном приложении.
7. Конструкция и размеры пуансона должны соответствовать указанным на черт.2 и в табл.3, 4.
Черт.2. - Конструкция и размеры пуансона
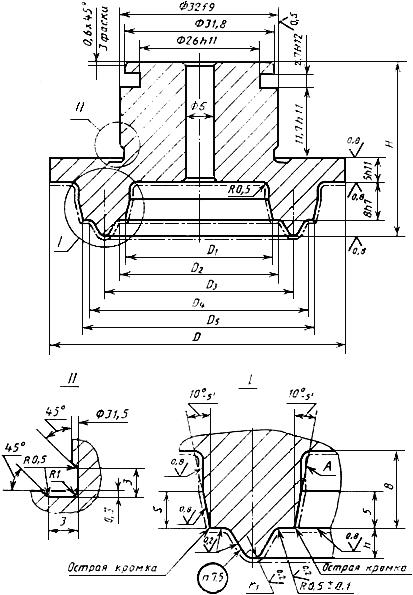
Черт.2
Таблица 3
Размеры, мм
Обозначение пуансона |
|
| Масса, кг, не более |
1017-4451/001 | 60 | 32,7 | 0,288 |
1017-4452/001 | 0,212 | ||
1017-4453/001 | 63 | 0,310 | |
1017-4454/001 | 0,312 | ||
1017-4455/001 | 71 | 0,361 | |
1017-4456/001 | 75 | 0,390 | |
1017-4457/001 | 0,393 | ||
1017-4458/001 | 85 | 0,452 | |
1017-4459/001 | 33,7 | 0,495 | |
1017-4461/001 | 95 | 0,571 | |
1017-4462/001 | 0,574 | ||
1017-4463/001 | 0,585 | ||
1017-4464/001 | 105 | 0,653 | |
1017-4465/001 | 0,667 | ||
1017-4466/001 | 115 | 0,761 | |
1017-4467/001 | 125 | 34,5 | 0,939 |
1017-4468/001 | 0,981 | ||
1017-4469/001 | 140 | 1,142 | |
1017-4471/001 | 150 | 1,350 | |
1017-4472/001 | 1,171 |
Таблица 4
Размеры, мм
Обозначение пуансона |
|
| Масса, кг, не более |
1017-4481/001 | 60 | 32,8 | 0,305 |
1017-4482/001 | 33,5 | 0,323 | |
1017-4483/001 | 0,330 | ||
1017-4484/001 | 63 | 0,352 | |
1017-4485/001 | 71 | 0,392 | |
1017-4486/001 | 0,396 | ||
1017-4487/001 | 0,402 | ||
1017-4488/001 | 75 | 0,427 | |
1017-4489/001 | 0,442 | ||
1017-4491/001 | 85 | 0,506 | |
1017-4492/001 | 0,517 | ||
1017-4493/001 | 0,518 | ||
1017-4494/001 | 95 | 0,600 | |
1017-4495/001 | 0,621 | ||
1017-4496/001 | 105 | 0,698 | |
1017-4497/001 | 0,709 | ||
1017-4498/001 | 115 | 0,801 | |
1017-4499/001 | 125 | 0,914 |
Пример условного обозначения пуансона для изготовления манжеты 1-40x30 из резины со средней усадкой 1,5%:
ПУАНСОН 1017-4451/001-1,5 ГОСТ 26618-85
То же, для манжеты 3-40x24:
ПУАНСОН 1017-4481/001-1,5 ГОСТ 26618-85
7.1. Материал - сталь марки 40Х по ГОСТ 4543-71.
Допускается изготовление пуансонов из сталей других марок в соответствии с ГОСТ 14901-79.
7.2. Твердость - 39...43 HRC![]()
При применении сталей других марок твердость должна соответствовать указанной в ГОСТ 14901-79.
7.3. Размеры и шероховатость поверхностей ![]() указаны после покрытия.
указаны после покрытия.
7.4. Покрытие поверхностей ![]() - Х18 тв. по ГОСТ 9.073-77, для манжет из резины групп 0 и 1 - Х24 тв. Поверхности с шероховатостью
- Х18 тв. по ГОСТ 9.073-77, для манжет из резины групп 0 и 1 - Х24 тв. Поверхности с шероховатостью ![]() 0,2 мкм полировать до и после покрытия.
0,2 мкм полировать до и после покрытия.
7.5. На пуансонах маркировать в зеркальном изображении условное обозначение манжеты по ГОСТ 14896-84 (без слова "манжета" и обозначения стандарта), товарный знак предприятия - изготовителя манжет.
Маркировка должна быть выполнена шрифтом ПО-2-ПО-5 по ГОСТ 2930-62, глубина маркировки не должна превышать 0,2 мм.
7.6. Исполнительные размеры формообразующих поверхностей ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() и значение средних усадок резины приведены в ГОСТ 26620-85.
и значение средних усадок резины приведены в ГОСТ 26620-85.
7.7. Технические требования - по ГОСТ 14901-79.
8. Конструкция и размеры обоймы должны соответствовать указанным на черт.3 и в табл.5, 6.
Черт.3. - Конструкция и размеры обоймы
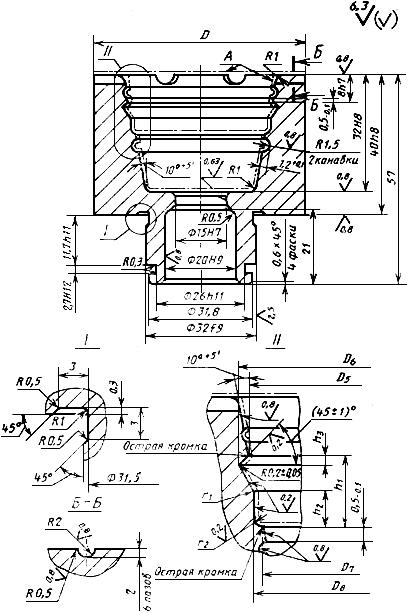
Черт.3
Таблица 5
Обозначение обоймы |
| Масса, кг, не более |
1017-4451/002 | 60 | 0,569 |
1017-4452/002 | 0,534 | |
1017-4453/002 | 63 | 0,570 |
1017-4454/002 | 0,548 | |
1017-4455/002 | 71 | 0,735 |
1017-4456/002 | 75 | 0,738 |
1017-4457/002 | 0,747 | |
1017-4458/002 | 85 | 1,044 |
1017-4459/002 | 0,968 | |
1017-4461/002 | 95 | 1,119 |
1017-4462/002 | 1,107 | |
1017-4463/002 | 1,003 | |
1017-4464/002 | 105 | 1,372 |
1017-4465/002 | 1,269 | |
1017-4466/002 | 115 | 1,564 |
1017-4467/002 | 125 | 1,751 |
1017-4468/002 | 1,245 | |
1017-4469/002 | 140 | 1,747 |
1017-4471/002 | 150 | 2,209 |
1017-4472/002 | 1,945 |
Таблица 6
Обозначение обоймы |
| Масса, кг, не более |
1017-4481/002 | 60 | 0,585 |
1017-4482/002 | 0,569 | |
1017-4483/002 | 0,534 | |
1017-4484/002 | 63 | 0,570 |
1017-4485/002 | 71 | 0,796 |
1017-4486/002 | 0,776 | |
1017-4487/002 | 0,735 | |
1017-4488/002 | 75 | 0,837 |
1017-4489/002 | 0,747 | |
1017-4491/002 | 85 | 1,044 |
1017-4492/002 | 0,968 | |
1017-4493/002 | 0,915 | |
1017-4494/002 | 95 | 1,220 |
1017-4495/002 | 1,040 | |
1017-4496/002 | 105 | 1,372 |
1017-4497/002 | 1,271 | |
1017-4498/002 | 115 | 1,564 |
1017-4499/002 | 125 | 1,766 |
Пример условного обозначения обоймы для изготовления манжеты 1-40x30 из резины со средней усадкой 1,5%:
ОБОЙМА 1017-4451/002 1,5 ГОСТ 26618-85
То же, для манжеты 3-40x24:
ОБОЙМА 1017-4481/002 1,5 ГОСТ 26618-85
8.1. Материал - сталь марки 40Х по ГОСТ 4543-71.
Допускается изготовление обойм из стали других марок в соответствии с ГОСТ 14901-79.
8.2. Твердость - 39...43 HRC![]() .
.
При применении сталей других марок твердость должна соответствовать указанной в ГОСТ 14901-79.
8.3. Размеры и шероховатость поверхностей ![]() указаны после покрытия.
указаны после покрытия.
8.4. Покрытие поверхностей ![]() - X18 тв. по ГОСТ 9.073-77, для манжет из резины групп 0 и 1 - Х24 тв.
- X18 тв. по ГОСТ 9.073-77, для манжет из резины групп 0 и 1 - Х24 тв.
Поверхности с шероховатостью ![]() 0,2 мкм полировать до и после покрытия.
0,2 мкм полировать до и после покрытия.
8.5. Исполнительные размеры формообразующих поверхностей ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() и значение средних усадок резины приведены в ГОСТ 26620-
и значение средних усадок резины приведены в ГОСТ 26620-
85.
8.6. Технические требования - по ГОСТ 14901-79.
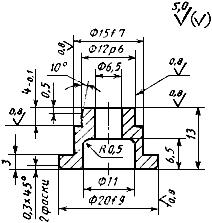
9. Конструкция и размеры матрицы должны соответствовать указанным на черт.4 и в табл.7-9.
Черт.4. - Конструкция и размеры матрицы
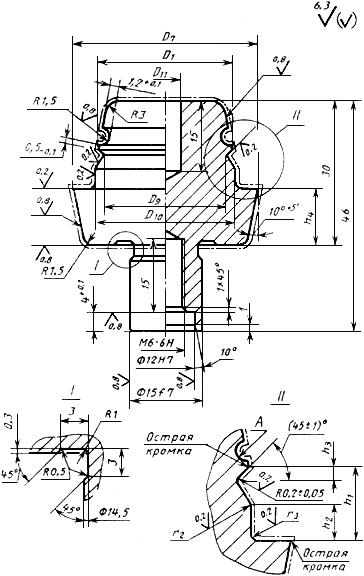
Черт.4
Таблица 7
Размеры, мм
Обозначение матрицы |
|
| Масса, кг, не более |
1017-4451/003 | 15 | 17 | 0,243 |
1017-4452/003 | 0,270 | ||
1017-4453/003 | 20 | 0,311 | |
1017-4454/003 | 0,327 | ||
1017-4455/003 | 0,389 | ||
1017-4456/003 | 25 | 0,474 | |
1017-4457/003 | 0,550 | ||
1017-4458/003 | 0,573 | ||
1017-4459/003 | 30 | 15 | 0,576 |
1017-4461/003 | 0,726 | ||
1017-4462/003 | 0,749 | ||
1017-4463/003 | 35 | 0,920 | |
1017-4464/003 | 0,972 | ||
1017-4465/003 | 40 | 1,138 | |
1017-4466/003 | 1,286 | ||
1017-4467/003 | 45 | 14 | 1,478 |
1017-4468/003 | 50 | 1,841 | |
1017-4469/003 | 55 | 2,245 | |
1017-4471/003 | 60 | 2,452 | |
1017-4472/003 | 65 | 2,668 |
Таблица 8
Размеры, мм
Обозначение матрицы |
|
| Масса, кг, не более |
1017-4481/003 | - | 14,5 | 0,198 |
Таблица 9
Размеры, мм
Обозначение матрицы |
|
| Масса, кг, не более | ||||
Средняя усадка резины, % | |||||||
1,0 | 1,5 | 2,0 | 2,5 | 3,0 | |||
Поле допуска h7 | |||||||
1017-4482/003 | - | 11,9 | 11,8 | 11,8 | 11,7 | 11,6 | 0,154 |
1017-4483/003 | 0,177 | ||||||
1017-4484/003 | 10 | 0,210 | |||||
1017-4485/003 | 0,235 | ||||||
1017-4486/003 | 0,246 | ||||||
1017-4487/003 | 15 | 0,273 | |||||
1017-4488/003 | 0,200 | ||||||
1017-4489/003 | 20 | 0,368 | |||||
1017-4491/003 | 0,433 | ||||||
1017-4492/003 | 0,487 | ||||||
1017-4493/003 | 25 | 0,524 | |||||
1017-4494/003 | 30 | 0,625 | |||||
1017-4495/003 | 35 | 0,770 | |||||
1017-4496/003 | 0,866 | ||||||
1017-4497/003 | 40 | 0,942 | |||||
1017-4498/003 | 45 | 1,146 | |||||
1017-4499/003 | 55 | 1,452 | |||||
Пример условного обозначения матрицы для изготовления манжеты 1-40x30 из резины со средней усадкой 1,5%:
МАТРИЦА 1017-4451/003 1,5 ГОСТ 26618-85
То же, для манжеты 3-40x24:
МАТРИЦА 1017-4481/003 1,5 ГОСТ 26618-85
9.1. Материал - сталь марки 40Х по ГОСТ 4543-71.
Допускается изготовление матриц из сталей других марок в соответствии с ГОСТ 14901-79.
9.2. Твердость - 39...43 HRC![]() .
.
При применении сталей других марок твердость должна соответствовать указанной в ГОСТ 14901-79.
9.3. Размеры и шероховатость поверхностей ![]() указаны после покрытия.
указаны после покрытия.
9.4. Покрытие поверхностей ![]() - Х18 тв. по ГОСТ 9.073-77, для манжет из резины групп 0 и 1 - Х24 тв.
- Х18 тв. по ГОСТ 9.073-77, для манжет из резины групп 0 и 1 - Х24 тв.
Поверхности с шероховатостью ![]() 0,2 мкм полировать до и после покрытия.
0,2 мкм полировать до и после покрытия.
9.5. Исполнительные размеры формообразующих поверхностей - ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() и значения средних усадок резины приведены в ГОСТ 26620-
и значения средних усадок резины приведены в ГОСТ 26620-
85.
9.6. Технические требования - по ГОСТ 14901-79.
10. Конструкция и размеры втулки должны соответствовать указанным на черт.5.
Черт.5. - Конструкция и размеры втулки
Черт.5
Условное обозначение втулки:
1017-4451/004 ГОСТ 26618-85
10.1. Материал - сталь марки 40Х по ГОСТ 4543-71.
10.2. Твердость - 36...41 HRC![]() .
.
10.3. Технические требования - по ГОСТ 14901-79.
ПРИЛОЖЕНИЕ (справочное). Варианты крепления пакетов в блоках трехкассетных пресс-форм
ПРИЛОЖЕНИЕ
Справочное
Варианты крепления пакетов в блоках трехкассетных пресс-форм
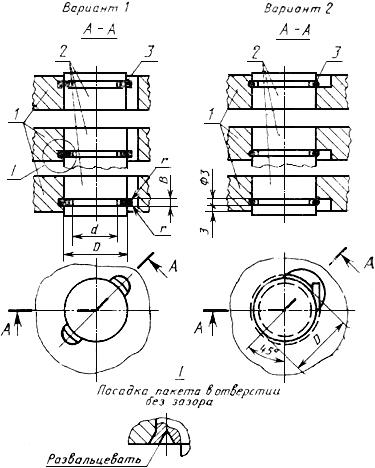
1 - блок по ГОСТ 25109-82; 2 - деталь пакета; 3 - кольцо по таблице данного приложения | 1 - блок по ГОСТ 24318-80; 2 - деталь пакета; 3 - проволока III-2,0 |
Примечания:
1. Допускаются другие способы крепления пакетов в блоках, обеспечивающие их надежную эксплуатацию.
2. В варианте 1 монтаж и демонтаж колец (поз.3) производят по приложению 1 к ГОСТ 24511-80 или по ГОСТ 24589-81.
Размеры, мм
| Поз.3 |
|
|
| |
Номин. | Пред. откл. | ||||
38 | Б38 | 30 | 1,4 | +0,25 | 0,1 |
42 | Б42 | 33 | 1,9 | 0,2 | |
45 | Б45 | 36 | |||
53 | Б52 | 42 | |||
60 | Б60 | 49 | |||
63 | Б62 | 52 | |||
71 | Б70 | 58 | |||
75 | Б75 | 64 | |||
85 | Б85 | 72 | 2,2 | ||
95 | Б95 | 82 | |||
105 | Б105 | 90 | 2,8 | 0,3 | |
125 | Б125 | 109 | +0,30 | ||
135 | Б135 | 115 | |||
170 | Б170 | 150 | 3,4 | ||
180 | Б180 | 156 | 0,4 | ||
240 | Б240 | 215 | |||
320 | Б320 | 295 | |||
Вариант 3
Пример крепления пакетов в блоках двухкассетных пресс-форм по
ГОСТ 20177-74
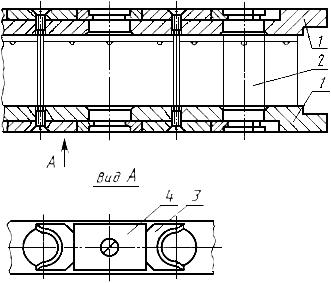
1 - блок по ГОСТ 20177-74; 2 - деталь пакета; 3 - планка фиксирующая по ГОСТ 20177-74; 4 - ограничитель по ГОСТ 20177-74