ГОСТ 26258-87
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЦЕКОВКИ ЦИЛИНДРИЧЕСКИЕ ДЛЯ ОБРАБОТКИ
ОПОРНЫХ ПОВЕРХНОСТЕЙ ПОД КРЕПЕЖНЫЕ ДЕТАЛИ
Технические условия
Counterbores designed for working bearing surfaces under fastenings. Specifications
ОКП 39 1650
Срок действия с 01.01.89
до 01.01.94*
_______________________________
* Ограничение срока действия снято
по протоколу N 3-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 5-6, 1993 год). - Примечание.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
Д.И.Семенченко, канд. техн. наук; Г.А.Астафьева, канд. техн. наук; Н.И.Минаева, Н.А.Коптева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного Комитета СССР по стандартам от 24.11.87 N 4242
3. Срок проверки - 1993 г., периодичность проверки - 5 лет
4. ВЗАМЕН ГОСТ 26258-84
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8.051-81 | 4.2 |
ГОСТ 1050-74 | 2.2; 2.7; 4.6 |
ГОСТ 1412-85 | 4.6 |
ГОСТ 1477-84 | 1.4; 1.5 |
ГОСТ 2848-75 | 1.8 |
ГОСТ 3009-78 | 1.10 |
ГОСТ 3882-74 | 2.7 |
ГОСТ 4543-71 | 2.2; 2.7 |
ГОСТ 5915-70 | 1.5; 1.6 |
ГОСТ 9013-59 | 2.21 |
ГОСТ 9.014-78 | 4.1 |
ГОСТ 9378-75 | 4.4 |
ГОСТ 9472-83 | 1.9 |
ГОСТ 11284-75 | 4.6 |
ГОСТ 12876-67 | Вводная часть |
ГОСТ 14034-74 | 1.7 |
ГОСТ 15527-70 | 2.9 |
ГОСТ 16093-81 | 1.11 |
ГОСТ 18088-83 | 2.19, 2.20, 5 |
ГОСТ 19265-73 | 2.2 |
ГОСТ 23726-79 | 3.1 |
ГОСТ 24705-81 | 1.11 |
ГОСТ 25400-82 | 1.3, 2.8 |
ГОСТ 25557-82 | 1.8 |
ГОСТ 25706-83 | 4.4 |
ГОСТ 26259-87 | 1.3-1.6 |
ГОСТ 26260-84 | 1.3; 1.5 |
Настоящий стандарт распространяется на цилиндрические цековки, предназначенные для обработки опорных поверхностей под крепежные детали по ГОСТ 12876-67, кроме цековок под увеличенные шайбы для обработки опорных поверхностей диаметром свыше 61 мм и выступающие опорные поверхности диаметром до 15 мм.
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Цековки должны изготовляться типов:
1 - с постоянной направляющей цапфой и цилиндрическим хвостовиком;
2 - со сменной направляющей цапфой и коническим хвостовиком;
3 - со сменной направляющей цапфой насадные;
4 - со сменной направляющей цапфой и хвостовиком под штифтовой замок.
Цековки типов 2-4 изготовляют в двух исполнениях:
1 - цековки с рабочей частью из быстрорежущей стали;
2 - цековки с рабочей частью, оснащенной твердосплавными пластинами.
Цековки типа 1 изготовляют только в 1-м исполнении.
1.2. Цековки с рабочей частью из быстрорежущей стали предназначены для обработки конструкционной стали, с рабочей частью, оснащенной твердосплавными пластинами, для обработки конструкционной стали и чугуна.
1.3. Конструкция и основные размеры цековок должны соответствовать указанным на черт.1 и в табл.1 для цековок типа 1;
на черт.2, 3 и в табл.2 для цековок типа 2;
на черт.4, 5 и в табл.3 для цековок типа 3;
на черт.6, 7 и в табл.4 для цековок типа 4.
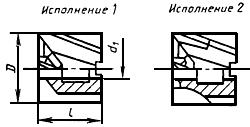
Черт.1. Тип 1. Цековка с постоянной направляющей цапфой и цилиндрическим хвостовиком
Тип 1
Цековка с постоянной направляющей цапфой и цилиндрическим хвостовиком
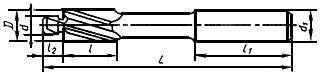
Черт.1
Таблица 1
мм
Обозначение цековки | Применяемость |
|
|
|
|
|
|
|
2350-0621 | 2,2 | 1,1 | 2,2 | 45 | 7 | - | 1,5 | |
2350-0622 | 1,2 | |||||||
2350-0623 | 2,5 | 1,3 | 2,5 | |||||
2350-0624 | 1,4 | |||||||
2350-0625 | 2,8 | 1,5 | 2,8 | |||||
2350-0626 | 1,6 | |||||||
2350-0627 | 3,3 | 1,7 | 3,3 | 56 | 10 | 2,5 | ||
2350-0628 | 1,8 | |||||||
2350-0629 | 3,8 | 2,0 | 3,8 | |||||
2350-0631 | 2,1 | |||||||
2350-0632 | 4,3 | 2,2 | 4,3 | |||||
2350-0633 | 2,4 | |||||||
2350-0634 | 5,0 | 1,7 | 5,0 | |||||
2350-0635 | 1,8 | |||||||
2350-0636 | 2,0 | |||||||
2350-0637 | 2,7 | |||||||
2350-0638 | 2,9 | |||||||
2350-0639 | 6,0 | 2,2 | 71 | 14 | 31,5 | 4,0 | ||
2350-0641 | 2,4 | |||||||
2350-0642 | 2,6 | |||||||
2350-0643 | 3,2 | |||||||
2350-0644 | 3,4 | |||||||
2350-0645 | 6,5 | 3,7 | ||||||
2350-0646 | 3,9 | |||||||
2350-0647 | 7,0 | 2,7 | 3,0 | |||||
2350-0648 | 2,9 | |||||||
2350-0649 | 3,1 | |||||||
2350-0651 | 7,5 | 2,7 | ||||||
2350-0652 | 2,9 | |||||||
2350-0653 | 3,1 | |||||||
2350-0654 | 8,0 | 3,2 | 4,0 | |||||
2350-0655 | 3,4 | |||||||
2350-0656 | 3,6 | |||||||
2350-0657 | 4,3 | 5,0 | ||||||
2350-0658 | 4,5 | |||||||
2350-0659 | 10,0 | 4,3 | 8,0 | 80 | 18 | 35,5 | ||
2350-0661 | 4,5 | |||||||
2350-0662 | 4,8 | |||||||
2350-0663 | 5,3 | 6,0 | ||||||
2350-0664 | 5,5 | |||||||
2350-0665 | 11,0 | 5,3 | ||||||
2350-0666 | 5,5 | |||||||
2350-0667 | 5,8 | |||||||
2350-0668 | 6,4 | |||||||
2350-0669 | 6,6 | |||||||
2350-0671 | 12,0 | 4,3 | 5,0 | |||||
2350-0672 | 4,5 | |||||||
2350-0673 | 5,3 | 6,0 | ||||||
2350-0674 | 5,5 | |||||||
2350-0675 | 5,8 | |||||||
2350-0676 | 13,5 | 6,4 | 12,5 | 100 | 22 | 40,0 | ||
2350-0677 | 6,6 | |||||||
2350-0678 | 7,0 | |||||||
2350-0679 | 15,0 | 5,3 | ||||||
2350-0681 | 5,5 | |||||||
2350-0682 | 8,4 | 9,0 | ||||||
2350-0683 | 9,0 | |||||||
2350-0684 | 16,0 | 5,3 | 6,0 | |||||
2350-0685 | 5,5 | |||||||
2350-0686 | 5,8 | |||||||
2350-0687 | 18,0 | 6,4 | ||||||
2350-0688 | 6,6 | |||||||
2350-0689 | 7,0 | |||||||
2350-0691 | 8,4 | 10,0 | ||||||
2350-0692 | 9,0 | |||||||
2350-0693 | 10,0 | |||||||
2350-0694 | 10,5 | |||||||
2350-0695 | 11,0 | |||||||
2350-0696 | 20,0 | 8,4 | ||||||
2350-0697 | 9,0 | |||||||
2350-0698 | 10,0 | |||||||
2350-0699 | 10,5 | |||||||
2350-0701 | 11,0 | |||||||
2350-0702 | 12,0 | |||||||
2350-0703 | 13,0 | 15,0 | ||||||
2350-0704 | 14,0 | |||||||
2350-0705 | (13,5) |
Пример условного обозначения цековки типа 1 диаметром рабочей части ![]() =5,0 мм, диаметром направляющей цапфы
=5,0 мм, диаметром направляющей цапфы ![]() =2,0 мм:
=2,0 мм:
Цековка 2350-0636 ГОСТ 26258-87
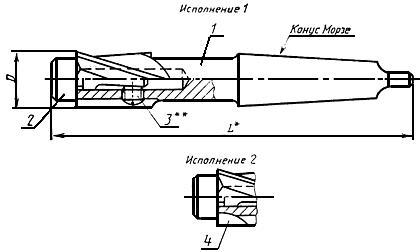
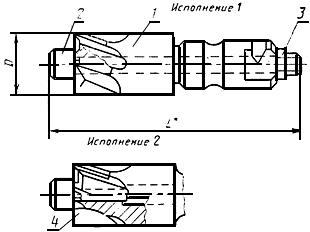
Черт.2. Тип 2. Цековка со сменной направляющей цапфой и коническим хвостовиком
Тип 2
Цековка со сменной направляющей цапфой и коническим хвостовиком
________________
* Размер для справок.
** Допускается располагать ось винта (поз.3) перпендикулярно опорной плоскости хвостовика направляющей цапфы (поз.2).
1 - цековка; 2 - направляющая цапфа типа 1 по ГОСТ 26259-87;
3 - винт по ГОСТ 1477-84; 4 - твердосплавная пластина по ГОСТ 25400-82
Черт.2
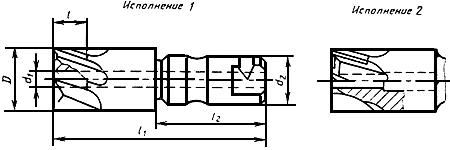
1.4. Конструкция и основные размеры цековок (поз.1) должны соответствовать указанным на черт.3 и в табл.2.
Черт.3. Конструкция и основные размеры цековок (поз.1)
Черт.3
Таблица 2
мм
Обозначение цековки | Приме- |
|
|
|
|
|
|
|
| Конус Морзе | Обозначение деталей | ||||
1 | 2 | 1 | 2 | Поз.2 | Поз.3 | ||||||||||
2350-0706 | 2350-0707 | 13,5 | 138 | 4 | M3 | 132 | 22 | 30 | 16 | 2 | 6020-0524 |
| |||
2350-0708 | 2350-0709 | 15,0 | 137 | 6020-0521 | |||||||||||
6020-0522 | |||||||||||||||
139 | 6020-0527 | ||||||||||||||
6020-0528 | |||||||||||||||
2350-0711 | 2350-0712 | 16,0 | 138 | 6020-0521 |
| ||||||||||
2350-0713 | 2350-0714 | 18,0 | 146 | 5 | M4 | 140 | 25 | 38 | 19 | 6020-0529 |
| ||||
147 | 6020-0533 | ||||||||||||||
148 | 6020-0536 | ||||||||||||||
6020-0537 | |||||||||||||||
2350-0715 | 2350-0716 | 20,0 | 147 | 6020-0533 | |||||||||||
148 | 6020-0536 | ||||||||||||||
2350-0715 | 2350-0716 | 20,0 | 150 | 6020-0539 | |||||||||||
2350-0744 | 2350-0745 | 22,0 | 158 | 6 | M5 | 150 | 30 | 46 | 23 | 6020-0546 |
| ||||
2350-0717 | 2350-0718 | 24,0 | 157 | 6020-0543 | |||||||||||
158 | 6020-0546 | ||||||||||||||
6020-0547 | |||||||||||||||
160 | 6020-0549 | ||||||||||||||
2350-0719 | 2350-0721 | 26,0 | 190 | 8 | М6 | 180 | 35 | 54 | 27 | 3 | 6020-0561 по |
| |||
192 | 6020-0568 | ||||||||||||||
2350-0722 | 2350-0723 | 28,0 | 188 | 6020-0557 | |||||||||||
190 | 6020-0561 | ||||||||||||||
2350-0724 | 2350-0725 | 30,0 | 190 | 6020-0561 | |||||||||||
192 | 6020-0568 | ||||||||||||||
2350-0777 | 2350-0778 | 32,0 | 202 | 10 | М8 | 190 | 40 | 64 | 32 | 6020-0594 |
| ||||
6020-0596 | |||||||||||||||
6020-0598 | |||||||||||||||
2350-0726 | 2350-0727 | 33,0 | 6020-0585 | ||||||||||||
6020-0587 | |||||||||||||||
6020-0589 | |||||||||||||||
6020-0592 | |||||||||||||||
6020-0594 | |||||||||||||||
2350-0728 | 2350-0729 | 34,0 | 200 | 6020-0576 | |||||||||||
6020-0578 | |||||||||||||||
6020-0581 | |||||||||||||||
202 | 6020-0583 | ||||||||||||||
6020-0585 | |||||||||||||||
6020-0587 | |||||||||||||||
6020-0589 | |||||||||||||||
6020-0592 | |||||||||||||||
6020-0594 | |||||||||||||||
205 | 6020-0598 | ||||||||||||||
6020-0601 | |||||||||||||||
2350-0731 | 2350-0732 | 36,0 | 202 | 10 | M8 | 190 | 40 | 64 | 32 | 6020-0594 | |||||
6020-0596 | |||||||||||||||
205 | 6020-0598 | ||||||||||||||
6020-0601 | |||||||||||||||
6020-0603 | |||||||||||||||
6020-0605 | |||||||||||||||
2350-0733 | 2350-0734 | 38 | 202 | 6020-0585 | |||||||||||
6020-0587 | |||||||||||||||
6020-0589 | |||||||||||||||
6020-0592 | |||||||||||||||
6020-0594 | |||||||||||||||
6020-0596 | |||||||||||||||
2360-0735 | 2350-0736 |
| 40,0 | 205 | 6020-0598 | ||||||||||
6020-0601 | |||||||||||||||
6020-0603 | |||||||||||||||
6020-0605 | |||||||||||||||
6020-0607 | |||||||||||||||
208 | 6020-0609 | ||||||||||||||
2350-0737 | 2350-0738 | 42,0 | 248 | 12 | 236 | 50 | 76 | 42 | 4 | 6020-0612 | |||||
6020-0613 | |||||||||||||||
251 | 6020-0614 | ||||||||||||||
6020-0615 | |||||||||||||||
6020-0617 | |||||||||||||||
6020-0618 | |||||||||||||||
254 | 6020-0619 | ||||||||||||||
6020-0621 | |||||||||||||||
2350-0739 | 2350-0741 | 43,0 | 251 | 12 | M8 | 236 | 50 | 76 | 42 | 6020-0616 | |||||
6020-0617 | |||||||||||||||
254 | 6020-0619 | ||||||||||||||
2350-0742 | 2350-0743 | 45,0 | 251 | 6020-0614 | |||||||||||
6020-0615 | |||||||||||||||
6020-0616 | |||||||||||||||
6020-0617 | |||||||||||||||
254 | 6020-0619 | ||||||||||||||
2350-0746 | 2350-0747 | 48,0 | 251 | 6020-0616 | |||||||||||
254 | 6020-0619 | ||||||||||||||
258 | 6020-0624 | ||||||||||||||
6020-0625 | |||||||||||||||
2350-0748 | 2350-0749 | 52,0 | 265 | 16 | М10 | 250 | 63 | 88 | 53 | 6020-0641 |
| ||||
268 | 6020-0643 | ||||||||||||||
6020-0645 | |||||||||||||||
6020-0647 | |||||||||||||||
272 | 6020-0652 | ||||||||||||||
2350 0804 | 2350-0805 | 53,0 | 6020-0656 | ||||||||||||
6020-0661 | |||||||||||||||
2350-0751 | 2350-0752 | 55,0 | 268 | 6020-0649 | |||||||||||
272 | 6020-0654 | ||||||||||||||
2350-0753 | 2350-0754 | 57,0 | 6020-0658 | ||||||||||||
6020-0663 | |||||||||||||||
6020-0667 | |||||||||||||||
2350-0755 | 2350-0756 | 60,0 | 268 | 6020-0645 |
| ||||||||||
6020-0647 | |||||||||||||||
6020-0649 | |||||||||||||||
272 | 6020-0652 | ||||||||||||||
6020-0654 | |||||||||||||||
6020-0656 | |||||||||||||||
6020-0658 | |||||||||||||||
6020-0661 | |||||||||||||||
6020-0665 | |||||||||||||||
6020-0669 | |||||||||||||||
277 | 6020-0672 | ||||||||||||||
2350-0757 | 2350-0758 | 61,0 | 268 | 6020-0649 | |||||||||||
272 | 6020-0654 | ||||||||||||||
6020-0658 | |||||||||||||||
________________ | |||||||||||||||
Пример условного обозначения цековки типа 2 исполнения 1 диаметром ![]() =13,5 мм:
=13,5 мм:
Цековка 2350-0706 ГОСТ 26258-87
То же, исполнения 2 с пластинами из твердого сплава марки ВК8:
Цековка 2350-0707 ВК8 ГОСТ 26258-87
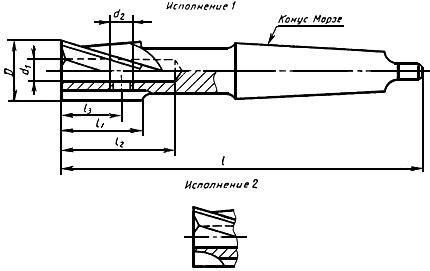
Черт.4. Тип 3. Цековка со сменной направляющей цапфой насадная
Тип 3
Цековка со сменной направляющей цапфой насадная
________________
* Размер для справок.
1 - цековка; 2 - направляющая цапфа типа 1 по ГОСТ 26259-87;
3 - оправка по ГОСТ 26260-84; 4 - винт по ГОСТ 1477-84;
5 - твердосплавная пластина по ГОСТ 25400-82
Черт.4
1.5. Конструкция и основные размеры цековок (поз.1) должны соответствовать указанным на черт.5 и в табл.3.
Черт.5. Конструкция и основные размеры цековок (поз.1)
Черт.5
Таблица 3
мм
Обозначение цековки исполнения | Применяемость цековки исполнения |
|
|
|
| Обозначение деталей | ||||
1 | 2 | 1 | 2 | Поз.2 | Поз.3 | Поз.4 | ||||
2350-0759 | 2350-0761 | 34,0 | 246,0 | 10 | 40 | 6020-0577 | 6230-0034 |
| ||
6020-0579 | ||||||||||
6020-0582 | ||||||||||
248,0 | 6020-0584 | |||||||||
6020-0586 | ||||||||||
6020-0588 | ||||||||||
6020-0591 | ||||||||||
6020-0593 | ||||||||||
6020-0595 | ||||||||||
251,0 | 6020-0599 | |||||||||
6020-0602 | ||||||||||
2350-0762 | 2350-0763 | 36,0 | 248,0 | 6020-0595 | ||||||
6020-0597 | ||||||||||
251,0 | 6020-0599 | |||||||||
6020-0602 | ||||||||||
6020-0604 | ||||||||||
6020-0606 | ||||||||||
2350-0764 | 2350-0765 | 38 | 248,0 | 6020-0586 | ||||||
6020-0588 | ||||||||||
6020-0591 | ||||||||||
6020-0593 | ||||||||||
6020-0595 | ||||||||||
6020-0597 | ||||||||||
251,0 | 6020-0599 | |||||||||
2350-0766 | 2350-0767 | 40,0 | 6020-0599 | |||||||
6020-0602 | ||||||||||
6020-0604 | ||||||||||
6020-0606 | ||||||||||
6020-0608 | ||||||||||
254 | 6020-0611 | |||||||||
2350-0768 | 2350-0769 | 42,0 | 282,5 | 13 | 50 | 6020-0626 | 6230-0038 |
| ||
6020-0627 | ||||||||||
285,5 | 6020-0628 | |||||||||
6020-0629 | ||||||||||
6020-0632 | ||||||||||
6020-0633 | ||||||||||
288,5 | 6020-0634 | |||||||||
6020-0635 | ||||||||||
2350-0771 | 2350-0772 | 43,0 | 285,5 | 6020-0631 | ||||||
6020-0632 | ||||||||||
288,5 | 6020-0634 | |||||||||
2350-0773 | 2350-0774 | 45,0 | 285,5 | 6020-0628 по 6020-0632 | ||||||
288,5 | 6020-0634 по 6020-0636 | |||||||||
2350-0775 | 2350-0776 | 48,0 | 285,5 | 6020-0631 по 6020-0633 | ||||||
288,5 | 6020-0634 по 6020-0637 | |||||||||
292,5 | 6020-0638 | |||||||||
6020-0639 | ||||||||||
2350-0779 | 2350-0781 | 52,0 | 285,0 | 16 | 6020-0642 | 6230-0036 |
| |||
288,0 | 6020-0644 | |||||||||
6020-0646 | ||||||||||
6020-0648 | ||||||||||
292,0 | 6020-0653 | |||||||||
2350-0782 | 2350-0783 | 53,0 | 6020-0657 | |||||||
6020-0662 | ||||||||||
2350-0784 | 2350-0785 | 55,0 | 288,0 | 6020-0651 | ||||||
292,0 | 6020-0655 | |||||||||
| 6020-0659 | |||||||||
2350-0786 | 2350-0787 | 57,0 | 6020-0664 | |||||||
6020-0668 | ||||||||||
2350-0788 | 2350-0789 | 60,0 | 288,0 | 6020-0646 | ||||||
6020-0648 | ||||||||||
6020-0651 | ||||||||||
292,0 | 6020-0653 | |||||||||
6020-0656 | ||||||||||
6020-0657 | ||||||||||
6020-0659 | ||||||||||
6020-0662 | ||||||||||
6020-0666 | ||||||||||
6020-0671 | ||||||||||
297,0 | 6020-0673 | |||||||||
2350-0791 | 2350-0792 | 288,0 | 6020-0651 | |||||||
61,0 | 292,0 | 6020-0655 | ||||||||
6020-0659 | ||||||||||
________________ | ||||||||||
Пример условного обозначения цековки типа 3 исполнения 1 диаметром ![]() =53 мм:
=53 мм:
Цековка 2350-0782 ГОСТ 26258-87
То же, исполнения 2 с пластинами из твердого сплава ВК8:
Цековка 2350-0783 ВК8 ГОСТ 26258-87
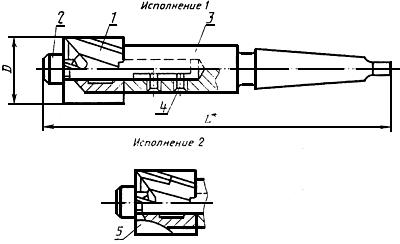
Черт.6. Тип 4. Цековка со сменной направляющей цапфой и хвостовиком под штифтовой замок
Тип 4
Цековка со сменной направляющей цапфой и хвостовиком под штифтовой замок
________________
* Размер для справок.
1 - цековка; 2 - направляющая цапфа типа 2 по ГОСТ 26259-87;
3 - гайка по ГОСТ 5915-70; 4 - твердосплавная пластина по ГОСТ 25400-82
Черт.6
1.6. Конструкция и основные размеры цековок (поз.1) должны соответствовать указанным на черт.7 и в табл.4.
Черт.7. Конструкция и основные размеры цековок (поз.1)
Черт.7
Таблица 4
мм
Обозначение цековки | Применяе- |
|
|
|
|
|
|
| Обозначение | |||
1 | 2 | 1 | 2 | Поз.2 Цапфа | Поз.3 Гайка | |||||||
2350-0793 | 2350-0794 | 13,5 | 75 | 4 | 10 | 11 | 60 | 25 | 6020-0704 | МЗ | ||
2350-0813 | 2350-0814 | 15,0 | 6020-0701 | |||||||||
6020-0702 | ||||||||||||
6020-0707 | ||||||||||||
6020-0708 | ||||||||||||
2350-0846 | 2350-0847 | 16,0 | 6020-0701 | |||||||||
2350-0795 | 2350-0796 | 18,0 | 85 | 5 | 16 | 70 | 35 | 6020-0709 по 6020-0717 | М4 | |||
2350-0797 | 2350-0798 | 20,0 | 6020-0713 | |||||||||
2350-0799 | 2350-0801 | 22,0 | 6 | 14 | 6020-0726 | М5 | ||||||
2350-0802 | 2350-0803 | 24,0 | 6020-0723 | |||||||||
6020-0729 | ||||||||||||
2350-0806 | 2350-0807 | 26,0 | 110 | 8 | 25 | 90 | 45 | 6020-0741 | М6 | |||
2350-0808 | 2350-0809 | 28,0 | 6020-0737 | |||||||||
2350-0811 | 2350-0812 | 30,0 | 20 | 6020-0741 | ||||||||
2350-0815 | 2350-0816 | 32,0 | 115 | 10 | 6020-0765 | М8 | ||||||
2350-0848 | 2350-0849 | 33,0 | 6020-0761 | |||||||||
2350-0851 | 2350-0852 | 34,0 | 6020-0756 | |||||||||
6020-0767 | ||||||||||||
6020-0768 | ||||||||||||
2350-0817 | 2350-0818 | 36,0 | 6020-0765 по 6020-0771 | |||||||||
2350-0819 | 2350-0821 | 38,0 | 6020-0761 по | |||||||||
2350-0822 | 2350-0823 | 40,0 | 6020-0767 |
| ||||||||
2350-0824 | 2350-0825 | 42,0 | 12 | 25 | 6020-0774 | |||||||
6020-0779 | ||||||||||||
140 | 6020-0781 | |||||||||||
6020-0783 | ||||||||||||
2350-0826 | 2350-0827 | 43,0 | 6020-0778 | |||||||||
6020-0779 | ||||||||||||
6020-0782 | ||||||||||||
2350-0828 | 2350-0829 | 45,0 | 40 | 110 | 55 | 6020-0776 | М10 | |||||
6020-0782 | ||||||||||||
2350-0831 | 2350-0832 | 48,0 | 6020-0778 | |||||||||
2350-0833 | 2350-0834 | 52,0 | 16 | 6020-0788 | ||||||||
150 | 6020-0791 | М12 | ||||||||||
6020-0792 | ||||||||||||
6020-0794 | ||||||||||||
2350-0835 | 2350-0836 | 53,0 | 6020-0796 | |||||||||
6020-0798 | ||||||||||||
2350-0837 | 2350-0838 | 55,0 | 6020-0793 | |||||||||
6020-0795 | ||||||||||||
6020-0797 | ||||||||||||
2350-0839 | 2350-0841 | 57,0 | 6020-0799 | |||||||||
6020-0802 | ||||||||||||
2350-0842 | 2350-0843 | 60,0 | 6020-0791 | |||||||||
6020-0801 | ||||||||||||
6020-0803 | ||||||||||||
6020-0804 | ||||||||||||
2350-0844 | 2350-0845 | 61,0 | 6020-0793 | |||||||||
6020-0795 | ||||||||||||
6020-0797 | ||||||||||||
________________ | ||||||||||||
Пример условного обозначения цековки типа 4 исполнения 1 диаметром ![]() =13,5 мм:
=13,5 мм:
Цековка 2350-0793 ГОСТ 26258-87
То же, исполнения 2 с пластинами из твердого сплава марки ВК8:
Цековка 2350-0794 ВК8 ГОСТ 26258-87
1.7. Центровые отверстия - форма А по ГОСТ 14034-74. Для цековок типа 1 с диаметрами цапф и хвостовиков менее 6 мм допускаются наружные центры с углом 75°.
1.8. Размеры конусов Морзе - по ГОСТ 25557-82. Допуски конусов Морзе - AT 8 по ГОСТ 2848-75.
1.9. Размеры шпоночного паза - по ГОСТ 9472-83.
1.10. Размеры хвостовиков под штифтовой замок - по ГОСТ 3009-78.
1.11. Резьба метрическая - по ГОСТ 24705-81. Допуски наружной резьбы 8q, внутренней 7Н - по ГОСТ 16093-81.
1.12. Элементы конструкции, геометрические параметры цековок и обозначение пластин приведены в рекомендуемом приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Цековки должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Материал и твердость цековок с рабочей частью из быстрорежущей стали должны соответствовать указанным в табл.5.
Таблица 5
Наименование части цековки | Марка материала | Твердость |
Рабочая часть на длине винтовых канавок для цековок: | Быстрорежущая сталь по ГОСТ 19265-73 | |
диаметром до 6 мм | 62...65 HRC | |
св. 6 мм | 63...66 HRC | |
Хвостовик: | Сталь 45 по ГОСТ 1050-74 или сталь 40Х по ГОСТ 4543-71 | |
цилиндрический | 37...56 HRC | |
под штифтовой замок | 32...46 НРС | |
Лапка конического хвостовика | 32...46 HRC |
2.3. Твердость рабочей части цековок из быстрорежущей стали с содержанием ванадия 3% и более, кобальта 5% и более - выше на 1-2 единицы HRC![]() .
.
2.4. Цековки с цилиндрическим хвостовиком диаметром рабочей части до 8 мм и насадные должны изготовляться цельными.
2.5. Цековки с цилиндрическим хвостовиком диаметром рабочей части свыше 8 мм, а также с коническим и под штифтовой замок хвостовиком должны изготовляться сварными.
2.6. В зоне сварки не допускаются поджоги, трещины, в сварном шве поры, свищи, окисление.
2.7. Материал и твердость цековок с рабочей частью, оснащенной твердосплавными пластинами, должны соответствовать указанным в табл.6.
Таблица 6
Наименование части цековки | Марка материала | Твердость по Роквеллу |
Режущая часть | Твердый сплав марок ВК6, ВК6М, Т5К10, Т15К6 по ГОСТ 3882-74 | - |
Корпус на длине стружечной канавки | Сталь 45 по ГОСТ 1050-74 или сталь 40Х, 45Х по ГОСТ 4543-71 | 37...46 НRС |
Хвостовик под штифтовой замок | 32...46 HRC | |
Лапка конического хвостовика |
2.8. Форма и размеры пластин - по ГОСТ 25400-82.
2.9. В качестве припоя следует применять латунь марки Л63 или Л68 по ГОСТ 15527-70, или сплав МНМц 68-4-2 по документации, утвержденной в установленном порядке. Слой припоя должен быть не более 0,2 мм.
2.10. Параметры шероховатости поверхностей цековок не должны превышать, мкм:
передней и задней поверхностей, поверхности направляющих ленточек цековок с рабочей частью: | ||||
из быстрорежущей стали |
| |||
оснащенной твердосплавными пластинами |
| |||
поверхности посадочного отверстия под направляющую цапфу |
| |||
поверхности канавок |
| |||
поверхности хвостовика, опорных торцов насадных цековок и цековок с хвостовиком под штифтовой замок, цилиндрической поверхности цапф цековок с цилиндрическим хвостовиком |
| |||
остальных поверхностей |
| |||
2.11. На режущей части цековок не должно быть сколов, прижогов. На всех поверхностях цековок не должно быть раковин, трещин, заусенцев, следов коррозии, а на шлифованных поверхностях - черновин.
2.12. Центровые отверстия после термообработки не должны иметь забоин и разработанных мест.
2.13. Цековки должны иметь равномерную обратную конусность на длине рабочей части цековок с рабочей частью из быстрорежущей стали, и на длине пластины для цековок с рабочей частью, оснащенной твердосплавными пластинами.
Значение обратной конусности для цековок с рабочей частью из быстрорежущей стали 0,08-0,16 мм на 100 мм длины, для цековок, оснащенных твердосплавными пластинами, 0,05-0,10 мм на длине твердосплавной пластины.
2.14. Допуск радиального биения относительно оси хвостовика для хвостовых цековок или оси посадочного отверстия для насадных цековок не должен превышать, мм:
ленточек на всей длине рабочей части для цековок диаметром 2,2-6,0 мм | ||||
2,2-6,0 мм | 0,030 | |||
6,5-18,0 мм | 0,040 | |||
20,0-48,0 мм | 0,050 | |||
52,0-61,0 мм | 0,060 | |||
поверхности посадочного отверстия под сменную цапфу | 0,032 | |||
направляющей поверхности постоянной цапфы | 0,020 | |||
2.15. Допуск торцового биения режущих кромок относительно оси хвостовика для хвостовых цековок или оси посадочного отверстия для насадных цековок не должен превышать, мм:
для цековок диаметром 2,2-6,0 мм | 0,016 | |||
6,5-24,0 мм | 0,025 | |||
26,0-60,0 мм | 0,040 | |||
61,0 мм | 0,060 | |||
опорного торца насадных цековок и цековок под штифтовой замок: | ||||
для цековок диаметром 13,5-24,0 мм | 0,016 | |||
26,0-60,0 мм | 0,025 | |||
61,0 мм | 0,040 | |||
2.16. Средний и установленный периоды стойкости цековок должны быть не менее значений, указанных в табл.7, при условиях испытаний, приведенных в разд.3.
Таблица 7
Диаметр цековки, мм | Периоды стойкости, мин | Допустимый износ цековки, мм | |
средний | установленный | ||
2,2-3,8 | 8 | 3 | 0,3 |
4,3-6,0 | 17 | 7 | |
6,5-12,0 | 26 | 10 | 0,6 |
13,5-18,0 | 1,0 | ||
20,0-24,0 | 34 | 13 | |
26,0-30,0 | |||
32,0-40,0 | 43 | 17 | |
42,0-48,0 | 51 | 24 | 1,5 |
52,0-61,0 | 69 | 27 | |
Критерием затупления является достижение предельно допустимого износа по задней поверхности зубьев, который не должен превышать значений, указанных в табл.7.
2.17. На шейке или корпусе хвостовых цековок и торце насадных цековок должны быть четко нанесены:
товарный знак предприятия-изготовителя;
диаметр рабочей части цековки;
диаметр направляющей цапфы (для цековок с цилиндрическим хвостовиком);
четыре последних знака обозначения цековки;
марка стали рабочей части или марка твердого сплава;
изображение государственного Знака качества при его присвоении в порядке, установленном Госстандартом СССР.
Допускается маркировать вместо обозначения марки быстрорежущей стали буквы: "HS" - для стали с содержанием вольфрама до 6%;
"HSS" - для стали с содержанием вольфрама свыше 6%;
"HSSCo" - для сталей, содержащих кобальт.
При этом марку стали необходимо указывать на этикетке.
2.18. Допускается изображение государственного Знака качества только на этикетке.
2.19. Транспортная маркировка и маркировка потребительской тары - по ГОСТ 18088-83.
2.20. Упаковка - по ГОСТ 18088-83.
2.21. Вариант внутренней упаковки - ВУ1 по ГОСТ 9.014-78.
3. ПРИЕМКА
3.1. Правила приемки - по ГОСТ 23726-79.
3.2. Испытания цековок на средний период стойкости проводят один раз в три года, на установленный период стойкости - один раз в год.
3.3. Испытаниям следует подвергать цековки одного типоразмера изготовляемых исполнений в количестве не менее 5 шт. любого диаметра, указанного в табл.7, ближайшего к нижней границе диапазона.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Контроль твердости цековок - по ГОСТ 9013-59.
4.2. Контроль параметров цековок следует проводить средствами контроля, имеющими погрешность измерения не более значений, установленных ГОСТ 8.051-81, при измерении линейных размеров; 35% допуска на проверяемый параметр при измерении углов; 25% допуска на проверяемый параметр при контроле формы и расположения поверхностей.
4.3. Внешний вид цековки проверяют осмотром.
4.4. Контроль параметров шероховатости поверхностей цековок следует проводить путем сравнения с образцами шероховатости по ГОСТ 9378-75 или с контрольными образцами цековок, поверхности которых имеют значения параметров шероховатости, указанные в п.2.10.
Сравнение осуществляют визуально при помощи лупы 2-4![]() по ГОСТ 25706-83.
по ГОСТ 25706-83.
4.5. Испытания цековок на работоспособность и стойкость следует проводить на сверлильных станках, соответствующих установленным для них нормам точности и жесткости.
4.6. Испытания цековок с режущей частью из быстрорежущей стали или оснащенной твердосплавными пластинами типа ТК должны проводить на заготовках из стали марки 45 по ГОСТ 1050-74 твердостью 179...197 НВ.
Испытания цековок с твердосплавными пластинами типа ВК проводят на образцах из серого чугуна по ГОСТ 1412-85 твердостью 197...217 НВ.
Образцы для испытаний цековок должны иметь предварительно просверленные отверстия по ГОСТ 11284-75.
4.7. Испытания цековок на работоспособность, средний и установленный периоды стойкости следует проводить на режимах, указанных в табл.8.
Таблица 8
Номинальный диаметр цековки, мм | Глубина обработки | Подача | Скорость резания | ||||
хвостовой | насадной | по стали | по чугуну | из быстрорежущей стали | с пластинами типа | ||
ВК | ТК | ||||||
2,2-3,3 | 1,0 | - | 0,06 | - | 8 | - | - |
3,8-6,0 | 2,5 | 12 | |||||
6,5-12,0 | 8,0 | ||||||
13,5-18,0 | 12.0 | 0,10 | 0,15 | 16 | 28 | 24 | |
20,0-24,0 | 18,0 | ||||||
26,0-34,0 | 23,0 | ||||||
36,0-40,0 | 30 | 0,15 | 0,20 | ||||
42,0-48,0 | 30,0 | 38 | |||||
52,0-61,0 | 42,0 | 52 | |||||
4.8. В качестве смазочно-охлаждающей жидкости при испытании цековок по стали применяют 5%-ный раствор эмульсола в воде с расходом не менее 5 л/мин.
4.9. При испытании на работоспособность количество обработанных отверстий для цековок диаметром 2,2-12,0 мм - 15; диаметром 13,5-32,0 мм - 10; 34,0-61,0 мм - 8.
4.10. После испытаний на работоспособность на режущих кромках цековок не должно быть выкрошенных мест и они должны быть пригодны для дальнейшей работы.
4.11. Приемочные значения среднего и установленного периодов стойкости должны быть не менее указанных в табл.9.
Таблица 9
Номинальный диаметр цековки, мм | Приемочные значения периодов стойкости | |
средний | установленный | |
2,2-3,8 | 10 | 4 |
4,3-6,0 | 20 | 8 |
6,5-12,0 | 30 | 12 |
13,5-18,0 | ||
20,0-24,0 | 40 | 16 |
26,0-30,0 | ||
32,0-40,0 | 50 | 20 |
42,0-48,0 | 60 | 24 |
52,0-61,0 | 80 | 32 |
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 18088-83.
ПРИЛОЖЕНИЕ (рекомендуемое). ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ЦЕКОВОК
ПРИЛОЖЕНИЕ
Рекомендуемое
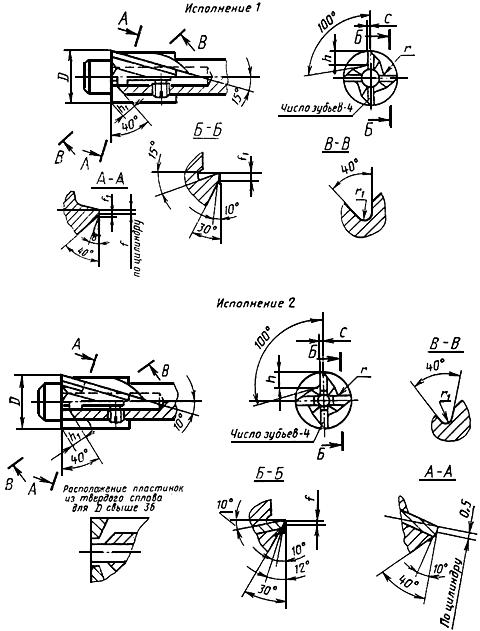
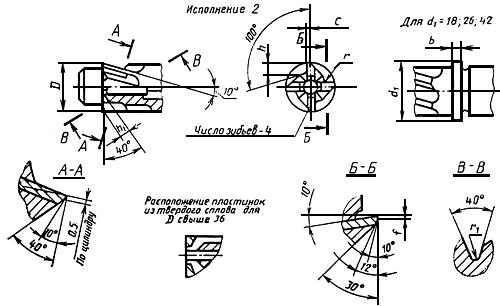
Черт.8. Тип 1
Тип 1 (черт.8, табл.10)
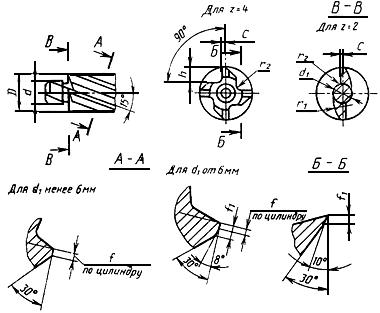
Черт.8
Таблица 10
мм
|
|
|
|
|
|
|
|
| Число зубьев |
2,2 | 1,1 | - | - | 0,1 | 0,7 | 0,2 | 0,3 | 0,3 | 4 |
1,2 | |||||||||
2,5 | 1,3 | ||||||||
1,4 | |||||||||
2,8 | 1,5 | 0,8 | |||||||
1,6 | |||||||||
3,3 | 1,7 | 0,2 | 1,0 | ||||||
1,8 | |||||||||
3,8 | 2,0 | 1,2 | 0,3 | ||||||
2,1 | |||||||||
4,3 | 2,2 | ||||||||
2,4 | |||||||||
5,0 | 1,7 | ||||||||
1,8 | |||||||||
2,0 | 0,85 | 1,8 | - | 2 | |||||
2,7 | - | - | 1,3 | 4 | |||||
2,9 | |||||||||
6,0 | 2,2 | 2,0 | 0,5 | 0,5 | 0,8 | ||||
2,4 | |||||||||
2,6 | |||||||||
3,2 | 1,6 | ||||||||
3,4 | |||||||||
6,5 | 3,7 | 0,2 | 4 | ||||||
3,9 | |||||||||
2,7 | 2,0 | ||||||||
7,5 | 2,9 | ||||||||
3,1 | 2,70 | 3,0 | - | 2 | |||||
8,0 | 3,2 | - | - | 2,5 | 4 | ||||
3,4 | |||||||||
3,6 | |||||||||
4,3 | 2,0 | ||||||||
4,5 | |||||||||
10,0 | 4,3 | 3,0 | 0,8 | 1,0 | |||||
4,5 | |||||||||
4,8 | |||||||||
5,3 | 2,5 | ||||||||
5,5 | |||||||||
11,0 | 5,3 | 0,3 | 3,0 | ||||||
5,5 | |||||||||
5,8 | |||||||||
6,4 | 2,5 | ||||||||
6,6 | |||||||||
12,0 | 4,3 | 4,0 | |||||||
4,5 | |||||||||
5,3 | 3,6 | ||||||||
5,5 | |||||||||
5,8 | |||||||||
13,5 | 6,4 | ||||||||
6,6 | |||||||||
7,0 | |||||||||
5,3 | 0,5 | 5,0 | 1,0 | 1,2 | |||||
15,0 | 5,5 | ||||||||
8,4 | 4,0 | ||||||||
9,0 | |||||||||
5,3 | 5,5 | ||||||||
16,0 | 5.5 | ||||||||
5,8 | |||||||||
18,0 | 6,4 | 6,0 | |||||||
6,6 | |||||||||
7,0 | |||||||||
8,4 | 4,0 | ||||||||
9,0 | |||||||||
10,0 | 5,0 | ||||||||
10,5 | |||||||||
11,0 | |||||||||
20,0 | 8,4 | 0,5 | 6,0 | ||||||
9,0 | |||||||||
10,0 | |||||||||
10,5 | 5,5 | ||||||||
11,0 | |||||||||
12,0 | 4,0 | ||||||||
13,0 | |||||||||
(13,5) | |||||||||
14.0 |
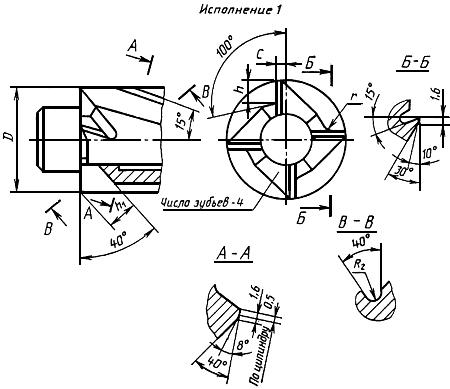
Черт.9. Тип 2
Тип 2 (черт.9, табл.11)
Черт.9
Таблица 11
мм
|
|
|
|
|
|
|
| Обозначение пластин |
13,5 | 2,5 | 5 | 1 | 1,0 | 0,8 | 0,3 | 1,0 | 21070 |
15,0 | 3,0 | 1,0 | 0,5 | 1,2 | ||||
16,0 | 6 | 211190 | ||||||
18,0 | 3,5 | |||||||
20,0 | 4,0 | 7 | ||||||
22,0 | 5,0 | 1,6 | 1,6 | 1,6 | ||||
24,0 | 21230 | |||||||
26,0 | 8 | 21210 | ||||||
28,0 | 21290 | |||||||
30,0 | 2,0 | |||||||
32,0 | 6,0 | 10 | 2,0 | |||||
33,0 | 21130 | |||||||
34,0 | 2,5 | 21150 | ||||||
36,0 | ||||||||
38,0 | 21350 | |||||||
40,0 | ||||||||
42,0 | 7,0 | 12 | 2 | |||||
43,0 | ||||||||
45,0 | 8,0 | 14 | 3,0 | |||||
48,0 | ||||||||
52,0 | 9,0 | 16 | 21410 | |||||
63,0 | 21350 | |||||||
55,0 | ||||||||
57,0 | 10,0 | 17 | ||||||
60,0 | 21250 | |||||||
61,0 |
Черт.10. Тип 3
Тип 3 (черт.10, табл.12)
Черт.10
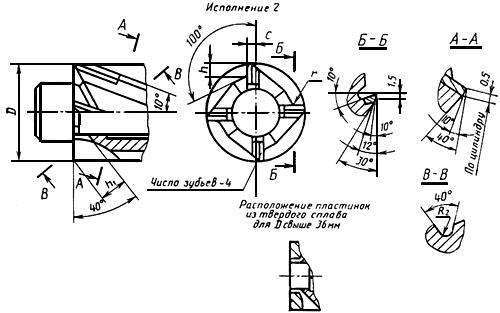
Черт.10 (продолжение)
Таблица 12
мм
|
|
|
|
| Обозначение пластины |
34 | 6 | 10 | 1 | 2,5 | 21150 |
36 | |||||
38 | 21350 | ||||
40 | 7 | 12 | |||
42 | 2 | ||||
43 | |||||
45 | 8 | 14 | 3,0 | ||
48 | |||||
52 | 9 | 16 | 21410 | ||
53 | 21350 | ||||
55 | |||||
57 | 10 | 17 | |||
60 | 21250 | ||||
61 |
Черт.11. Тип 4
Тип 4 (черт.11, табл.13)
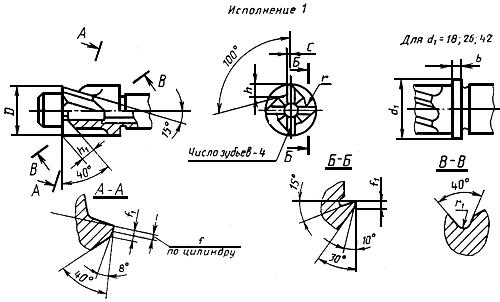
Черт.11
Черт.11 (продолжение)
Таблица 13
мм
|
|
|
|
|
|
|
|
|
| Обозначение пластины |
13,5 | - | - | 2,5 | 5 | 1 | 1,0 | 0,8 | 0,3 | 1,0 | 21070 |
15,0 | 20 | 2 | 3,0 | 1,0 | 0,5 | 1,2 | ||||
16,0 | 6 | 21190 | ||||||||
18,0 | 3,5 | |||||||||
20,0 | - | - | 4,0 | 7 | ||||||
22,0 | 5,0 | 1,6 | 1,6 | 1,6 | ||||||
24,0 | 21230 | |||||||||
26,0 | 30 | 3 | 8 | 21210 | ||||||
28,0 | 2,0 | 21290 | ||||||||
30,0 | ||||||||||
32,0 | 6,0 | 10 | ||||||||
33,0 | 21130 | |||||||||
34,0 | - | - | 2,5 | 21150 | ||||||
36,0 | 2,0 | |||||||||
38,0 | 7,0 | 12 | 21350 | |||||||
40,0 | ||||||||||
42,0 | 45 | 3 | 2 | |||||||
43,0 | ||||||||||
45,0 | 8,0 | 14 | 3,0 | |||||||
48,0 | ||||||||||
52,0 | 9,0 | 16 | 21410 | |||||||
53,0 | 21350 | |||||||||
55,0 | - | - | ||||||||
57,0 | 10,0 | 17 | ||||||||
60,0 | 21250 | |||||||||
61,0 |