ГОСТ 26215-84
Группа Г24
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
НОЖОВКИ ПО ДЕРЕВУ
Технические условия
Hand-saws. Specifications
МКС 79.120.20
ОКП 48 3322
Дата введения 1985-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством строительного, дорожного и коммунального машиностроения СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 19.06.84 N 1974
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 9.014-78 | 6.2 |
ГОСТ 9.032-74 | 2.15 |
ГОСТ 9.104-79 | 2.15 |
ГОСТ 9.302-88 | 5.8 |
ГОСТ 9.303-84 | 2.12 |
ГОСТ 9.306-85 | 2.12 |
ГОСТ 380-94 | 2.3 |
ГОСТ 1050-88 | 2.3 |
ГОСТ 1435-99 | 2.2 |
ГОСТ 1583-93 | 2.3 |
ГОСТ 2695-83 | 2.3 |
ГОСТ 2789-73 | 2.6 |
ГОСТ 4976-83 | 2.14 |
ГОСТ 5406-84 | 2.13 |
ГОСТ 5950-2000 | 2.2 |
ГОСТ 7016-82 | 2.17 |
ГОСТ 8486-86 | 2.17; 5.10 |
ГОСТ 9013-59 | 5.4 |
ГОСТ 9378-93 | 5.5 |
ГОСТ 9825-73 | 2.14 |
ГОСТ 12034-77 | 2.13 |
ГОСТ 13837-79 | 5.9 |
ГОСТ 14959-79 | 2.2 |
ГОСТ 15150-69 | 2.12; 2.18; 6.5 |
ГОСТ 16338-85 | 2.3 |
ГОСТ 16588-91 | 5.7 |
ГОСТ 18088-83 | 6.3 |
ГОСТ 21996-76 | 2.2; 2.4, 2.7 |
ГОСТ 22975-78 | 5.4 |
ГОСТ 28804-90 | 2.3 |
4. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 4-94)
5. ИЗДАНИЕ (декабрь 2003 г.) с Изменением N 1, утвержденным в октябре 1989 г. (ИУС 2-90)
Настоящий стандарт распространяется на ножовки по дереву, предназначенные для ручной распиловки древесины и древесных материалов при выполнении плотничных и столярных работ.
(Измененная редакция, Изм. N 1).
1. ТИПЫ, ОСНОВНЫЕ РАЗМЕРЫ И ПАРАМЕТРЫ
1. ТИПЫ, ОСНОВНЫЕ РАЗМЕРЫ И ПАРАМЕТРЫ
1.1. Ножовки должны изготовляться с полотном типов:
1 - для поперечной распиловки;
2 - для продольной распиловки;
3 - для универсальной распиловки.
Ножовки допускается изготовлять со сменными полотнами и с двухсторонним расположением зубьев на полотне.
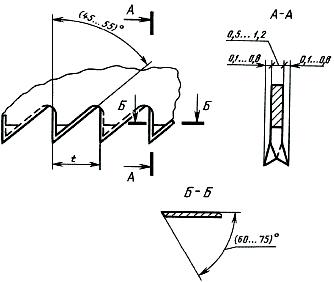
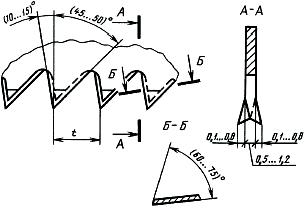
1.2. Основные размеры полотна ножовок типа 1 должны соответствовать указанным на черт.1 и в табл.1, типа 2 - на черт.2 и в табл.1, типа 3 - на черт.3 и в табл.2.
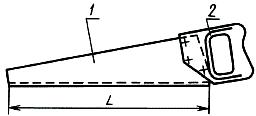
1 - полотно; 2 - ручка
Тип 1
Исполнение 1
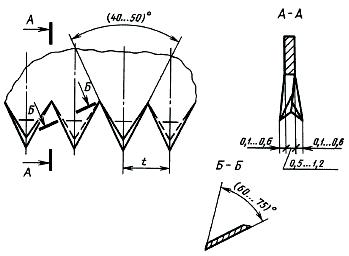
Исполнение 2
Черт.1
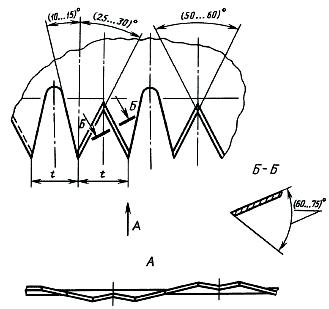
Тип 2
Исполнение 1
Исполнение 2
Черт.2
Таблица 1
мм
Длина режущей части полотна | Шаг зубьев | Масса ножовки, кг, | ||||||||||
2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 6,0 | 6,5 | 7,0 | 7,5 | 8,0 | ||
250* | + | + | + | 0,30 | ||||||||
275 | + | + | + | + | ||||||||
300; 325 | + | + | + | + | 0,40 | |||||||
350; 375 | + | + | + | + | + | + | 0,45 | |||||
400; 425 | + | + | + | + | + | + | + | 0,50 | ||||
450 | + | + | + | + | + | + | + | 0,55 | ||||
475 | + | + | + | + | + | |||||||
500; 525 | + | + | + | + | + | + | + | + | + | 0,60 | ||
550; 575 | + | + | + | + | + | + | + | + | 0,65 | |||
600; 650 | + | + | + | + | + | + | + | + | 0,70 | |||
________________
* Только для ножовок типа 1.
** Знаком "+" обозначены применяемые шаги зубьев.
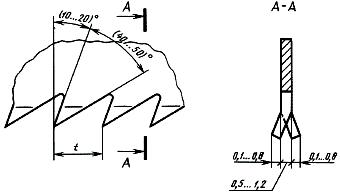
Тип 3
Черт.3
Примечание. Черт.1-3 не определяют конструкцию ножовок.
Таблица 2
мм
Длина режущей части полотна | Шаг зубьев | Масса ножовки, кг, не более | |||||||
1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | ||
250 | + | + | + | + | + | + | 0,30 | ||
300 | + | + | + | + | + | + | 0,40 | ||
325 | + | + | + | + | + | + | |||
350 | + | + | + | + | + | + | 0,45 | ||
375 | + | + | + | + | + | + | |||
400 | + | + | + | + | + | + | + | + | 0,50 |
425 | + | + | + | + | + | + | + | + | |
450 | + | + | + | + | + | + | + | + | 0,55 |
475 | + | + | + | + | + | + | + | + | |
500 | + | + | + | + | + | + | + | + | 0,60 |
525 | + | + | + | + | + | + | |||
550 | + | + | + | + | + | + | 0,65 | ||
575 | + | + | + | + | + | + | |||
600 | + | + | + | + | + | + | 0,70 | ||
Пример условного обозначения ножовки с полотном типа 1, исполнения 1, длиной режущей части полотна 500 мм, с шагом зубьев 5 мм:
1-1-500-
5 ГОСТ 26215-84.
1.1, 1.2. (Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Ножовки должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам и образцам - эталонам, утвержденным в установленном порядке.
2.2. Полотно ножовки должно изготовляться из стали марок 8ХФ, 9ХФ, 9ХС по ГОСТ 5950, или из стали марок У7, У7А, У8, У8А, У8Г, У8ГА, У9А, У10 по ГОСТ 1435, или из стали марок 65Г, 60С2А по ГОСТ 14959.
Допускается изготовление полотен из других марок сталей по физико-механическим свойствам не ниже указанных.
Допускается изготовление полотен из ленты стальной светлокаленой, полированной или колоризованной по ГОСТ 21996.
(Измененная редакция, Изм. N 1).
2.3. Ручки должны изготовляться из одного из перечисленных материалов:
фенопласта марки 03-010-02 по ГОСТ 28804;
полиэтилена высокой плотности по ГОСТ 16338;
пиломатериалов твердых лиственных пород 1-го сорта по ГОСТ 2695;
сплавов алюминиевых литейных марок АЛ2, АЛ9 по ГОСТ 1583;
стали любой марки по ГОСТ 380* или ГОСТ 1050.
______________
* На территории Российской Федерации действует ГОСТ 380-2005. - Примечание изготовителя базы данных.
Допускается изготовление ручек из других материалов, по механическим свойствам не ниже указанных.
2.4. На полотне не должно быть трещин, расслоений, волосовин, выкрошенных мест, коррозии.
Острые кромки (кроме режущей части) должны быть притуплены.
Допускаются следы рихтовки глубиной не более 0,05 мм.
Требования к внешнему виду полотна ножовок, изготовленных из стальной ленты, - по ГОСТ 21996.
(Измененная редакция, Изм. N 1).
2.5. Твердость полотна ножовки должна быть 42…52![]() .
.
2.6. Параметр шероховатости поверхностей полотна ножовок должен быть не более ![]() 1,25 мкм по ГОСТ 2789, а изготовленных из стальной ленты - по ГОСТ 21996.
1,25 мкм по ГОСТ 2789, а изготовленных из стальной ленты - по ГОСТ 21996.
2.7. Допуск прямолинейности полотна ножовки должен быть:
0,2 мм - в поперечном направлении и на 100 мм длины в продольном направлении.
Требования к прямолинейности полотна ножовок, изготовленных из стальной ленты, - по ГОСТ 21996.
2.8. Зубья ножовок должны быть заточены и разведены.
Зуб должен быть заточен на протяжении не менее 2/3 его высоты от вершины.
Зубья ножовок с шагом до 3 мм включительно должны иметь прямую заточку передней и задней грани зуба.
Допускается неполный профиль крайних зубьев (по одному с каждой стороны) и по пять зубьев с передней и задней сторон не затачивать и не разводить.
Развод зубьев проводят поочередным отгибанием их в разные стороны на величину (на одну сторону), мм:
0,1...0,3 - для зубьев с шагом не более 3 мм; |
" " " " от 3,5 до 5,0 мм; |
0,6…0, 8 " " " " 6,0 мм и более. |
2.6-2.8. (Измененная редакция, Изм. N 1).
2.9. Ручка из пластмассы не должна иметь дефектов недопрессовки, выкрашиваний, раковин, трещин, облоя.
2.10. Древесина для ручек должна быть здоровой, без трещин, гнили, прорости, червоточин, влажностью не более 22%.
Допускаются на поверхности ручек сросшиеся здоровые сучки диаметром не более 5 мм, в количестве не более 5 шт.
(Измененная редакция, Изм. N 1).
2.11. Поверхность металлических ручек не должна иметь вмятин, сколов, заусенцев.
2.12. Полотно ножовки должно иметь защитное покрытие по ГОСТ 9.303 и ГОСТ 9.306 для группы условий эксплуатации 3 по ГОСТ 15150.
Допускается светлое полотно ножовки изготовлять без защитного покрытия.
2.13. Поверхности металлических ручек должны быть окрашены эмалями марок МЛ-165 и МЛ-165ПМ по ГОСТ 12034 или эмалью НЦ-25 по ГОСТ 5406 или оксидированы.
Допускается ручки из металлических сплавов, не подвергающихся окислению, не окрашивать.
Допускается другое покрытие, по защитным свойствам не ниже указанного.
2.12, 2.13. (Измененная редакция, Изм. N 1).
2.14. Поверхности деревянных ручек должны быть покрыты лаком группы 7 по ГОСТ 9825, нитроцеллюлозным лаком НЦ-221 по ГОСТ 4976 или другими лаками по своим защитным свойствам не ниже указанных.
2.15. Лакокрасочные покрытия ручек должны соответствовать IV классу по ГОСТ 9.032, группа условий эксплуатации У2 по ГОСТ 9.104.
(Измененная редакция, Изм. N 1).
2.16. Соединение полотна с ручкой должно быть надежным и выдерживать стягивающее усилие не менее 490 Н (50 кгс).
2.17. Наработка между переточками при распиловке сосны, ели по ГОСТ 8486 ножовок с шагом зубьев до 3 мм и длиной режущей части полотна до 450 мм должна быть не менее 1,0 м![]() ; с шагом зубьев свыше 3 мм и длиной режущей части полотна до 450 мм - не менее 1,3 м
; с шагом зубьев свыше 3 мм и длиной режущей части полотна до 450 мм - не менее 1,3 м![]() ; с шагом зубьев свыше 3 мм и длиной режущей части полотна свыше 450 мм - не менее 1,5 м
; с шагом зубьев свыше 3 мм и длиной режущей части полотна свыше 450 мм - не менее 1,5 м![]() , при этом ножовки должны обеспечивать параметр шероховатости обработанной поверхности
, при этом ножовки должны обеспечивать параметр шероховатости обработанной поверхности ![]() 400 мкм по ГОСТ 7016.
400 мкм по ГОСТ 7016.
Критерием затупления ножовки является увеличение параметра шероховатости обработанной поверхности ![]() 800 мкм по ГОСТ 7016.
800 мкм по ГОСТ 7016.
(Измененная редакция, Изм. N 1).
2.18. Ножовки должны изготовляться в климатическом исполнении У, категории размещения 2 по ГОСТ 15150.
3. КОМПЛЕКТНОСТЬ
3.1. В комплект ножовки со сменными полотнами должны входить не менее 2 полотен разных типов или с разным шагом зубьев.
(Измененная редакция, Изм. N 1).
3.2. По согласованию с потребителем в комплект ножовки со сменными полотнами могут входить полотна для резки других материалов.
4. ПРАВИЛА ПРИЕМКИ
4.1. Для проверки соответствия ножовок требованиям настоящего стандарта предприятие-изготовитель должно проводить приемочный контроль и периодические испытания.
4.2. Приемочный контроль должен состоять из сплошного и выборочного контроля.
При сплошном контроле проверяют соответствие ножовок требованиям пп.2.1, 2.12, 2.13, 2.14 (в части соответствия образцам-эталонам), 2.4, 2.9, 2.11.
При проверке ножовок на соответствие требованиям пп.1.2, 2.5, 2.6, 2.7, 2.8, 2.10, 2.15, 2.16 должен применяться двухступенчатый план контроля в соответствии с табл.3.
Таблица 3
Объем партии, шт. | Ступени контроля | Объем выборки, шт. | Объем двух выборок, шт. | Приемочное число | Браковочное число |
51-90 | 1 | 8 | 16 | 0 | 2 |
2 | 8 | 1 | 2 | ||
91-150 | 1 | 13 | 26 | 0 | 3 |
2 | 13 | 3 | 4 | ||
151-280 | 1 | 20 | 40 | 1 | 4 |
2 | 20 | 4 | 5 | ||
281-500 | 1 | 32 | 64 | 2 | 5 |
2 | 32 | 6 | 7 | ||
501-1200 | 1 | 50 | 100 | 3 | 7 |
2 | 50 | 8 | 9 | ||
1201-3200 | 1 | 80 | 160 | 5 | 9 |
2 | 80 | 12 | 13 | ||
3201-10000 | 1 | 125 | 250 | 7 | 11 |
2 | 125 | 18 | 19 |
Партия ножовок считается прошедшей приемочный контроль, если число дефектных ножовок в выборке на первой ступени будет меньше или равно приемочному числу, указанному в табл.3, и партия считается не прошедшей приемочный контроль, если число дефектных ножовок в выборке на первой ступени равно или больше браковочного числа, указанного в табл.3.
Если число дефектных ножовок в выборке па первой ступени контроля является больше приемочного числа и меньше браковочного числа, то следует перейти к контролю на второй ступени.
Партию принимают, если количество дефектных ножовок в двух выборках, меньше или равно приемочному числу, и бракуют, если количество дефектных ножовок в двух выборках больше или равно браковочному числу.
Партия должна состоять из ножовок одного типоразмера, изготовленных из одного материала по одному технологическому процессу и предъявленных к приемке по одному документу.
4.3. Периодические испытания должны проводиться не реже одного раза в три года, не менее чем на трех ножовках.
4.2, 4.3. (Измененная редакция, Изм. N 1).
4.4. При периодических испытаниях должна проводиться проверка ножовок на соответствие требованиям пп.2.4-2.17 настоящего стандарта.
4.5. При неудовлетворительных результатах испытаний хотя бы по одному из показателей проводят повторные испытания удвоенного количества ножовок из той же партии.
Результаты повторных испытаний являются окончательными.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Размеры ножовок (пп.1.2, 2.8) проверяют специальными или универсальными средствами измерения, обеспечивающими требуемую точность измерения.
5.2. Массу ножовок (п.1.2) определяют взвешиванием на весах.
5.3. Внешний вид ножовок (пп.2.4, 2.9, 2.11-2.14) проверяют визуальным осмотром и сравнением с образцом-эталоном.
5.4. Твердость полотна ножовки (п.2.5) проверяют по ГОСТ 9013 или по ГОСТ 22975.
5.5. Шероховатость поверхностей полотна (п.2.6) проверяют сравнением с образцом шероховатости по ГОСТ 9378.
5.6. Допуск прямолинейности (п.2.7) проверяют наложением на полотно специальной поверочной линейки и измерением просвета щупом.
(Измененная редакция, Изм. N 1).
5.7. Влажность древесины (п.2.10) определяют по ГОСТ 16588 или при помощи влагомера.
5.8. Контроль (п.2.15) металлических и неметаллических неорганических покрытий - по ГОСТ 9.302, лакокрасочных покрытий - сравнением с образцом-эталоном.
5.9. Прочность соединения ручки с полотном (п.2.16) проверяют на любом специальном приспособлении приложением статической нагрузки 490![]() Н (50
Н (50![]() кгс) вдоль продольной оси ножовки с помощью динамометра 2-го класса точности по ГОСТ 13837 или другими средствами и методами измерений.
кгс) вдоль продольной оси ножовки с помощью динамометра 2-го класса точности по ГОСТ 13837 или другими средствами и методами измерений.
5.10. Наработку ножовок (п.2.17) проверяют распиливанием сосны, ели по ГОСТ 8486 влажностью не более 22%.
Ножовку считать выдержавшей испытания при условии распиливания указанного в п.2.17 количества древесины без переточки.
5.9, 5.10. (Измененная редакция, Изм. N 1).
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. На каждой ножовке должны быть четко нанесены:
товарный знак предприятия-изготовителя или его наименование;
количество сменных полотен (в случае изготовления ножовки со сменными полотнами).
Способ нанесения маркировки должен обеспечивать ее сохранность в течение гарантийного срока эксплуатации.
6.2. Консервация ножовок - по ГОСТ 9.014, вариант защиты ВЗ-1, срок защиты без переконсервации не менее одного года.
Допускается применение других вариантов противокоррозионной защиты, обеспечивающих сохранность изделия в течение гарантийного срока хранения.
6.1, 6.2. (Измененная редакция, Изм. N 1).
6.3. Упаковка и транспортирование ножовок - по ГОСТ 18088.
Допускается по согласованию изготовителя с потребителем другая упаковка, обеспечивающая сохранность ножовок от механических повреждений и воздействия влаги во время транспортирования и хранения.
6.4. Ножовки могут транспортироваться любым видом транспорта в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
6.5. Условия хранения ножовок - по группе 2 ГОСТ 15150.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель должен гарантировать соответствие ножовок требованиям настоящего стандарта при соблюдении условий эксплуатации и хранения, установленных настоящим стандартом.
7.2. Гарантийный срок эксплуатации ножовок - один год со дня продажи через розничную торговую сеть, а для внерыночного потребления - со дня получения потребителем.