ГОСТ 26190-84
(CT СЭВ 4147-83)
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ МЕТАЛЛОРЕЖУЩИЕ
Методы проверки постоянства размеров цилиндрических образцов-изделий
в пределах одной партии
Metal-cutting machine tools. Methods of checking cylindrical
specimens for size constancy within one batch
ОКП 38 1100
Дата введения 1985-01-01
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
В.С.Васильев, Н.Ф.Хлебалин, Л.А.Орман, В.Я.Черневич
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра Н.А.Паничев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 11 мая 1984 г. N 1603
Настоящий стандарт устанавливает методы проверок постоянства диаметра и длины наружных и внутренних поверхностей цилиндрических образцов-изделий в пределах одной партии при обработке их на станках с автоматическим или полуавтоматическим циклом работы.
Стандарт полностью соответствует СТ СЭВ 4147-83.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Общие требования к методам проверок - по ГОСТ 8-82.
1.2. Проверку следует проводить одним из следующих методов.
Метод 1. Проверка постоянства диаметра образцов-изделий в пределах одной партии с помощью прибора для измерения длин.
Метод 2. Проверка постоянства длины образцов-изделий в пределах одной партии с помощью прибора для измерения длин.
1.3. Общие требования к образцам-изделиям - по ГОСТ 25443-82.
1.4. Образцы-изделия проверяемой партии должны быть обработаны без ручной подналадки положения инструмента относительно обрабатываемого образца-изделия в процессе обработки одной партии.
1.5. Количество обрабатываемых и проверяемых образцов-изделий одной партии устанавливаются в стандартах на нормы точности и (или) технических условиях на конкретные типы станков. Если такие указания отсутствуют, то количество образцов-изделий в партии принимается не менее 5.
Пояснение термина отклонения от постоянства размеров образцов-изделий в пределах одной партии приведено в справочном приложении 1.
2. МЕТОДЫ ПРОВЕРКИ
2.1. Проведение проверки по методу 1.
Средства проверки: прибор для измерения длин (при измерении диаметров наружных и внутренних поверхностей).
Схемы проверок указаны на черт.1 и 2.
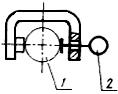
Черт.1
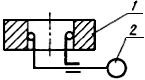
Черт.2
У каждого образца-изделия 1 одной партии в проверяемых поперечных сечениях с помощью измерительного прибора 2 измеряют диаметр.
Количество и расположение проверяемых поперечных сечений устанавливаются в стандартах на нормы точности и (или) технических условиях на конкретные типы станков. Если такие указания отсутствуют, то измерения проводят в сечениях, указанных на черт.3, три этом количество сечений принимают по табл.1. При проверке только по одному поперечному сечению измерения проводят в сечении II.
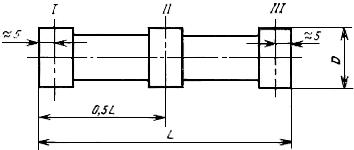
Черт.3
Таблица 1
Диаметр образца-изделия | Длина образца-изделия | Количество |
От 5 до 10 |
| 1 |
| 2 | |
| 3 | |
Св. 10 до 100 |
| 1 |
| 2 | |
| 2 | |
| 3 | |
| 2 | |
| 3 | |
Св. 100 |
| 1 |
| 3 |
При проверке по двум поперечным сечениям измерения проводят в крайних сечениях I и III.
Измерения проводят в любых двух взаимно перпендикулярных плоскостях.
Наибольшее показание измерительного прибора, зарегистрированное в проверяемых поперечных сечениях каждого образца-изделия, соответствует его диаметру, принимаемому за действительный диаметр.
2.2. Оценка результатов проверки по методу 1
Отклонение от постоянства диаметра определяют как разность между наибольшим и наименьшим действительными диаметрами, полученными при измерении всех образцов-изделий в пределах одной партии.
Пример определения отклонения от постоянства диаметра образцов-изделий в партии приведен в справочном приложении 2.
2.3. Проведение проверки по методу 2
Средства проверки: прибор для измерения длин, измерительная скоба, специальная державка для крепления измерительного прибора.
Схемы проверок указаны на черт.4 (для образцов-изделий с кольцевой торцовой поверхностью) и на черт.5 (для образцов-изделий с торцовой поверхностью в форме круга).
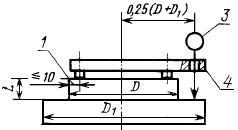
Черт.4
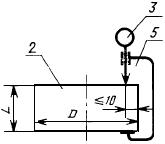
Черт.5
У каждого образца-изделия одной партии длину между проверяемыми торцовыми поверхностями, расположенными перпендикулярно к оси образца-изделия, измеряют в точках, минимальное количество которых принимают по табл.2.
Таблица 2
Диаметр образца-изделия | Количество точек измерения, не менее |
До 63 | 1 |
Св. 63 до 160 | 2 (смещены относительно друг друга на угол около 180°) |
160 | 3 (смещены относительно друг друга на угол около 120°) |
При измерении образцов-изделий 1 с кольцевой торцовой поверхностью измерительный прибор 3 устанавливают на специальной державке 4, а при измерении образцов-изделий 2 с торцовой поверхностью в форме круга измерительный прибор устанавливают в измерительной скобе 5.
При измерении у всех образцов-изделий одной партии радиальное расстояние между точками измерения и осью образца-изделия или его цилиндрической образующей должно быть одинаковым.
Наибольшее показание измерительного прибора, зарегистрированное в точках измерения каждого образца-изделия, соответствует его длине, принимаемой за действительную длину.
2.4. Оценка результатов проверки по методу 2
Отклонение от постоянства длины определяют как разность между наибольшей и наименьшей действительными длинами, полученными при измерении всех образцов-изделий в пределах одной партии.
ПРИЛОЖЕНИЕ 1 (справочное). ПОЯСНЕНИЕ ТЕРМИНА
ПРИЛОЖЕНИЕ 1
Справочное
Отклонение от постоянства размеров образцов-изделий в пределах одной партии - разница между наибольшим и наименьшим действительными диаметрами или длинами, установленными при измерении образцов-изделий одной партии.
ПРИЛОЖЕНИЕ 2 (справочное). ПРИМЕР ОПРЕДЕЛЕНИЯ ОТКЛОНЕНИЯ ОТ ПОСТОЯНСТВА ДИАМЕТРА ОБРАЗЦОВ-ИЗДЕЛИЙ В ПАРТИИ
ПРИЛОЖЕНИЕ 2
Справочное
Измерение проводилось в трех поперечных сечениях каждого из пяти образцов-изделий диаметром ![]() 80 мм и длиной
80 мм и длиной ![]() 300 мм.
300 мм.
Номер образца-изделия | Наибольшее показание измерительного прибора, мкм, в поперечном сечении | Наибольшее показание измерительного прибора, принятое при оценке постоянства диаметра, мкм | ||
I | II | III | ||
1 | 36 | 36 | 25 | 36 |
2 | 40 | 37 | 28 | 40 |
3 | 42 | 40 | 30 | 42 |
4 | 40 | 40 | 35 | 40 |
5 | 38 | 41 | 36 | 41 |
Отклонение от постоянства диаметра образцов-изделий в партии равно: 42-36=6 мкм.