ГОСТ 25594-83*
_______________________
* Обозначение стандарта.
Измененная редакция, Изм. N 3.
Группа Г25
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
БРУСКИ АЛМАЗНЫЕ ХОНИНГОВАЛЬНЫЕ
Технические условия
Diamond honing sticks. Specifications
ОКП 39 7127; 39 7227
Срок действия с 01.01.84
до 01.01.94**
_______________________________
** Ограничение срока действия снято
по протоколу N 3-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 5/6, 1993 год). -
Примечание изготовителя базы данных.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
В.Г.Сафронов, канд. техн. наук; Р.Ф.Кохан, канд. техн. наук; А.Е.Горбунов, канд. техн. наук; Ю.С.Сире, канд. техн. наук; Л.В.Бейлина, канд. техн. наук; Л.И.Кашкина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 18.01.83 N 220
3. Срок проверки - 1993 г.
4. (Исключен, Изм. N 3).
5. ВВЕДЕН ВПЕРВЫЕ
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 12.3.023-80 | 2.13 |
ГОСТ 15.001-88 | 3.4 |
ГОСТ 380-71 | 2.10 |
ГОСТ 5959-80 | 5.5 |
ГОСТ 9013-59 | 4.2 |
ГОСТ 9206-80 | 2.3 |
ГОСТ 9378-75 | 4.8 |
ГОСТ 10354-82 | 5.4 |
ГОСТ 18088-83 | 5.8 |
ГОСТ 24634-81 | 5.5 |
7. ПЕРЕИЗДАНИЕ (февраль 1989 г.) с Изменениями N 1, 2, утвержденными в марте 1987 г., июне 1988 г. (ИУС 6-87, 9-88)
8. Проверен в 1988 г. Срок действия продлен до 01.01.94 (Постановление Госстандарта СССР от 16.06.88 N 1840)
ВНЕСЕНО Изменение N 3, утвержденное и введенное в действие Постановлением Госстандарта СССР от 15.03.91 N 266 с 01.01.92
Изменение N 3 внесено изготовителем базы данных по тексту ИУС N 6, 1991 год
Настоящий стандарт распространяется на алмазные хонинговальные бруски на металлической связке, предназначенные для хонингования внутренних поверхностей деталей, изготовляемые для нужд народного хозяйства и экспорта. Требования настоящего стандарта в части разд.1, 2, 4, 5 и п.3.4 являются обязательными, другие требования - рекомендуемыми.
(Измененная редакция, Изм. N 3).
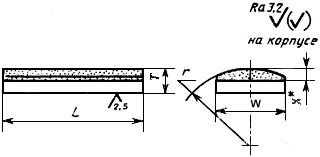
1. ОСНОВНЫЕ РАЗМЕРЫ
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Размеры брусков должны соответствовать указанным на чертеже и в табл.1.
_______________
* Размер для справок.
Таблица 1
мм
Обозначение брусков |
|
|
|
| ~ |
Поле двпуска h14 | |||||
2768-0001 | 2 | 2,0 | 25 | 1,5 | - |
2768-0002 | 40 | ||||
2768-0003 | 3 | 3,0 | 35 | ||
2768-0004 | 50 | ||||
2768-0005 | 60 | ||||
2768-0006 | 50 | 2,0 | |||
2768-0007 | 4 | 3,0 | 35 | 1,5 | 10 |
2768-0008 | 50 | ||||
2768-0009 | 4,0 | 35 | 2,0 | ||
2768-0010 | 50 | ||||
2768-0011 | 5,0 | 1,0 | |||
2768-0012 | 5 | 3,0 | 1,5 | 30 | |
2768-0013 | 75 | ||||
2768-0014 | 4,0 | 50 | 2,0 | ||
2768-0015 | 75 | ||||
2768-0016 | 5,0 | 50 | |||
2768-0017 | 75 | ||||
2768-0018 | 6,0 | 35 | |||
2768-0019 | 50 | ||||
2768-0020 | 60 | ||||
2768-0021 | 50 | 3,0 | |||
2768-0022 | 75 | ||||
2768-0023 | 100 | ||||
2768-0024 | 6 | 3,0 | 50 | 1,5 | 20 |
2768-0025 | 75 | ||||
2768-0026 | 4,0 | 50 | 2,0 | ||
2768-0027 | 75 | ||||
2768-0028 | 5,0 | 3,0 | |||
2768-0029 | 6,0 | 100 | 40 | ||
2768-0030 | 125 | ||||
2768-0031 | 8 | 4,0 | 75 | 2,0 | 20 |
2768-0032 | 100 | ||||
2768-0033 | 125 | ||||
2768-0034 | 5,0 | 100 | 40 | ||
2768-0035 | 75 | 3,0 | |||
2768-0036 | 100 | ||||
2768-0037 | 125 | ||||
2768-0038 | 8,0 | 100 | |||
2768-0039 | 125 | ||||
2768-0040 | 10 | 4,0 | 75 | 2,0 | 50 |
2768-0041 | 100 | ||||
2768-0042 | 125 | ||||
2768-0043 | 5,0 | 75 | 3,0 | ||
2768-0044 | 100 | ||||
2768-0045 | 125 | ||||
2768-0046 | 12 | 100 | 2,0 | ||
2768-0047 | 125 | ||||
2768-0048 | 150 | ||||
2768-0049 | 6,0 | 100 | 3,0 | ||
2768-0050 | 125 | ||||
2768-0051 | 150 | ||||
2768-0052 | 100 | 4,0 | |||
2768-0053 | 125 | ||||
2768-0054 | 150 | ||||
2768-0055 | 16 | 5,0 | 100 | 2,0 | 60 |
2768-0056 | 125 | ||||
2768-0057 | 150 | ||||
2768-0058 |
| 100 | 3,0 | ||
2768-0059 | 125 | ||||
2768-0060 | 150 | ||||
2768-0061 | 6,0 | 100 | 100 | ||
2768-0062 | 125 | ||||
2768-0063 | 150 | ||||
2768-0064 | 22 | 45 | 2,0 | ||
2768-0065 | 25 | 5,0 | 70 | ||
2768-0066 | 10,5 | ||||
Примечание. По заказу потребителя допускается изготовление брусков других размеров.
Пример условного обозначения бруска длиной ![]() =100 мм, шириной
=100 мм, шириной ![]() =12 мм, высотой
=12 мм, высотой ![]() =6 мм, толщиной алмазоносного слоя
=6 мм, толщиной алмазоносного слоя ![]() =3 мм, с радиусом
=3 мм, с радиусом ![]() =50 мм, из алмазных порошков марки АС6, зернистостью 125/100, относительной концентрацией 100, на металлической связке марки М2-01:
=50 мм, из алмазных порошков марки АС6, зернистостью 125/100, относительной концентрацией 100, на металлической связке марки М2-01:
2768-0049 АС6 125/100 100 М2-01 ГОСТ 25594-83.
(Измененная редакция, Изм. N 2, 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Бруски должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Бруски должны состоять из корпуса и закрепленного на нем алмазоносного слоя.
Между корпусом бруска и алмазоносным слоем допускается наличие промежуточного безалмазного слоя.
2.3. Для изготовления алмазоносного слоя брусков должны применяться алмазные порошки по ГОСТ 9206-80 и связка. Марки и зернистость алмазных порошков для изготовления алмазоносного слоя должны соответствовать указанным в табл.2.
Таблица 2
Марка | Зернистость |
А2, A3 | От 630/500 до 50/40 |
АС4 | 200/160 " 50/40 |
АС6 | 250/200 " 50/40 |
АС15 | 630/500 " 50/40 |
АС20 | 500/400 " 50/40 |
АС32 | 630/500 " 50/40 |
AM, ACM | 60/40 " 14/10 |
АРВ1, АРК4, АРС3 | 800/630 " 50/40 |
(Измененная редакция, Изм. N 2).
Таблица 2 (Измененная редакция, Изм. N 3).
По заказу потребителя допускается изготовление брусков из алмазных порошков других марок.
Допускается применять алмазные порошки с металлическими или неметаллическими покрытиями.
2.4. Относительная концентрация алмазов в алмазоносном слое брусков должна быть: 25; 50; 75; 100; 125 и 150.
Масса алмазов в брусках приведена в приложении 1.
2.5. Твердость алмазоносного слоя бруска должна соответствовать твердости связки, из которой изготовлен брусок.
2.6. Зерна алмазного порошка должны быть равномерно распределены в алмазоносном слое и вскрыты.
Допускаются невскрытые участки общей площадью не более 10%.
2.7. Бруски не должны иметь зазоров, отслаиваний в месте соединения алмазоносного слоя с корпусом, а также трещин, сколов на поверхности алмазоносного слоя.
2.8. На поверхности алмазоносного слоя не должно быть раковин, выкрашиваний и забоин площадью более 0,5 мм![]() при ширине бруска от 2 до 6 мм - более 5 шт. и площадью более 1 мм
при ширине бруска от 2 до 6 мм - более 5 шт. и площадью более 1 мм![]() при ширине бруска от 8 до 25 мм - более 8 шт.
при ширине бруска от 8 до 25 мм - более 8 шт.
На поверхности алмазоносного слоя брусков, изготовляемых из поликристаллических алмазов, не должно быть раковин, выкрашиваний и пор величиной более двукратного размера предельной фракции алмазного зерна.
2.9. Нависание алмазоносного слоя над корпусом бруска не должно быть более 0,2 мм.
На торцах брусков допускаются скругления радиусом не более 2 мм.
2.10. Корпус брусков должен быть изготовлен из стали марки Ст 3 по ГОСТ 380-88* или других марок, по механическим характеристикам не уступающим вышеуказанной стали.
_______________
* Действует ГОСТ 380-94. - Примечание изготовителя базы данных.
Допускается изготовление корпусов брусков методом порошковой металлургии.
(Измененная редакция, Изм. N 3).
2.11. На корпусе бруска, изготовленного методом порошковой металлургии, и кромках корпуса не должно быть раковин, выкрашиваний, забоин, сколов площадью более 2 мм![]() для брусков с
для брусков с ![]() до 6 мм и более 4 мм
до 6 мм и более 4 мм![]() - для брусков с
- для брусков с ![]() свыше 6 мм.
свыше 6 мм.
(Измененная редакция, Изм. N 2).
2.12. Величина прогиба брусков не должна превышать значений, указанных в табл.3.
Таблица 3
мм
Длина бруска | Величина прогиба бруска при относительной концентрации алмазов в алмазоносном слое | |
от 25 до 100 | 125 и 150 | |
От 25 до 40 | 0,15 | 0,20 |
50 " 75 | 0,20 | 0,25 |
100 " 150 | 0,25 | 0,30 |
Таблица 3 (Измененная редакция, Изм. N 3).
Величина прогиба брусков всех размеров, изготовляемых из порошков поликристаллических алмазов, должна быть не более 0,40 мм.
2.13. Требования безопасной работы - по ГОСТ 12.3.023-80.
2.14. Режущая способность брусков, параметры шероховатости обрабатываемой поверхности должны соответствовать указанным в табл.3а.
Таблица 3а
Зернистость алмазного порошка | Режущая способность, мм/мин, | Параметр шероховатости | ||
до 01.01.91 | с 01.01.91 | до обработки | после обработки, | |
800/630 | 0,25 | 0,275 | - | - |
630/500 | 0,22 | 0,250 | ||
500/400 | 0,240 | |||
400/315 | 0,20 | 0,230 | ||
315/250 | 0,220 | |||
250/200 | 0,17 | 0,180 | 6,3-10 | 5,00 |
200/160 | 0,170 | |||
160/125 | 0,15 | 0,160 | 5,8-8 | 4,00 |
125/100 | 0,150 | |||
100/80 | 0,10 | 0,120 | 3,2-6,3 | 2,50 |
80/63 | 0,100 | |||
63/50 | 0,06 | 0,060 | 1,6-2,5 | 1,25 |
50/40 | ||||
60/40 | - | - | 1,25-2,5 | 1,00 |
40/28 |
| 0,8-1,25 | 0,63 | |
28/20 | ||||
20/14 | 0,4-0,63 | 0,32 | ||
14/10 | ||||
(Введен дополнительно, Изм. N 2).
2.15. На нижней опорной стороне бруска длиной 100 мм и более должны быть четко нанесены:
товарный знак предприятия-изготовителя;
марка и зернистость алмазного порошка;
относительная концентрация алмазов;
марка связки;
номер партии;
год изготовления (две последние цифры).
На брусках длиной менее 100 мм маркируется только товарный знак и зернистость алмазного порошка.
В паспорте дополнительно должны быть указаны условное обозначение бруска, твердость и обозначение стандарта.
Примечания:
1. Допускается наносить маркировку на алмазоносном слое.
2. На брусках шириной до 3 мм допускается наносить маркировку на ярлыке.
2.16. Остальные требования к маркировке и упаковка - по ГОСТ 18088-83.
2.15, 2.16 (Введены дополнительно, Изм. N 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для контроля соответствия брусков требованиям настоящего стандарта проводят приемочный контроль и периодические испытания.
(Измененная редакция, Изм. N 1).
3.2. Приемочному контролю на соответствие требованиям пп.1.1, 2.6-2.9, 2.11 должны подвергаться 30% брусков от партии, но не менее 5 шт.; на соответствие п.2.5 - 10% брусков, но не менее 3 шт. и п.2.12 - 50% брусков, но не менее 10 шт.
Партия должна состоять из брусков, изготовленных из алмазного порошка одной марки, зернистости, концентрации, связки, при одинаковом технологическом режиме и одновременно предъявляемых к приемке по одному документу.
(Измененная редакция, Изм. N 1, 2).
3.2а. Если при приемочном контроле будет установлено несоответствие требованиям стандарта более чем по одному из контролируемых показателей, то партия не принимается.
Если установлено несоответствие требованиям стандарта по одному из контролируемых показателей, то проводят повторный контроль на удвоенном количестве брусков по всем показателям.
При наличии дефектов в повторной выборке партия не принимается.
(Введен дополнительно, Изм. N 1).
3.3. (Исключен, Изм. N 1).
3.4. Периодическим испытаниям на соответствие требованиям п.2.14 должны подвергаться бруски одной характеристики в количестве не менее трех комплектов один раз в 3 мес.
Допускается проводить периодические испытания у потребителя в производственных условиях.
(Измененная редакция, Изм. N 2, 3).
4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1. Размеры брусков по пп.1.1, 2.12 контролируют универсальными средствами измерений.
4.2. Твердость алмазоносного слоя каждого бруска измеряют по ГОСТ 9013-59, шкала В. За твердость алмазоносного слоя принимают среднее арифметическое значение, полученное при измерении твердости бруска не менее чем в трех точках по осевой линии: в средней точке и в двух точках, лежащих на расстоянии 6 мм от концов бруска. Для брусков длиной до 25 мм допускается уменьшение расстояния точек измерения от концов бруска до 3 мм.
Расхождение значений между результатами измерений твердости алмазоносного слоя в одном бруске, а также средних арифметических значений твердости алмазоносного слоя в разных брусках одного комплекта не должно превышать 10 HRB.
Комплект - количество брусков, кратное 6, но не более 24 шт.
(Измененная редакция, Изм. N 1).
4.3. Измерение твердости брусков шириной от 2 до 4 мм и всех брусков с алмазоносным слоем из порошков с зернистостью 315/250 и более следует проводить на безалмазных брусках-свидетелях, изготовляемых из одной и той же партии связки и при одинаковом технологическом режиме с шириной 8 мм и длиной 100 мм.
4.4. Измерение твердости необходимо проводить после очистки рабочей поверхности бруска от окислов, следов смазки и других посторонних веществ.
4.5. Бруски по пп.2.6 и 5.1 контролируют невооруженным глазом путем сравнения с контрольными образцами, утвержденными в установленном порядке.
4.6. Бруски по п.2.7 контролируют при увеличении 7-10![]() , по п.2.8 при увеличении 10
, по п.2.8 при увеличении 10![]() .
.
4.5, 4.6. (Измененная редакция, Изм. N 2).
4.7. Бруски по пп.2.9 и 2.11 контролируют при помощи измерительной лупы при увеличении 10-16![]() .
.
4.8. Шероховатость поверхности брусков контролируют путем сравнения с образцами шероховатости по ГОСТ 9378-75*.
______________
* На территории Российской Федерации действует ГОСТ 9378-93. - Примечание изготовителя базы данных.
4.9. Метод определения режущей способности и шероховатости обработанной поверхности указан в приложении 2.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 18088-83.
Разд.5. (Измененная редакция, Изм. N 3).
Разд.6. (Исключен, Изм. N 2).
ПРИЛОЖЕНИЕ 1 (справочное). МАССА АЛМАЗОВ В БРУСКАХ, КАРАТЫ
ПРИЛОЖЕНИЕ 1
Справочное
Обозначение брусков | Масса алмазов при относительной концентрации | |||||
25 | 50 | 75 | 100 | 125 | 150 | |
2768-0001 | 0,08 | 0,16 | 0,25 | 0,33 | 0,41 | 0,50 |
2768-0002 | 0,13 | 0,26 | 0,40 | 0,53 | 0,66 | 0,79 |
2768-0003 | 0,17 | 0,35 | 0,52 | 0,69 | 0,87 | 1,04 |
2768-0004 | 0,25 | 0,50 | 0,74 | 0,99 | 1,24 | 1,48 |
2768-0005 | 0,30 | 0,59 | 0,89 | 1,19 | 1,48 | 1,78 |
2768-0006 | 0,33 | 0,66 | 0,99 | 1,32 | 1,65 | 1,98 |
2768-0007 | 0,23 | 0,46 | 0,69 | 0,92 | 1,16 | 1,39 |
2768-0008 | 0,33 | 0,66 | 0,99 | 1,32 | 1,65 | 1,98 |
2768-0009 | 0,31 | 0,62 | 0,92 | 1,23 | 1,54 | 1,85 |
2768-0010 | 0,44 | 0,88 | 1,32 | 1,76 | 2,20 | 2,64 |
2768-0011 | 0,22 | 0,44 | 0,66 | 0,88 | 1,10 | 1,32 |
2768-0012 | 0,41 | 0,82 | 1,24 | 1,65 | 2,06 | 2,48 |
2768-0013 | 0,62 | 1,24 | 1,86 | 2,48 | 3,10 | 3,70 |
2768-0014 | 0,55 | 1,10 | 1,65 | 2,20 | 2,75 | 3,30 |
2768-0015 | 0,82 | 1,65 | 2,48 | 3,30 | 4,10 | 5,00 |
2768-0016 | 0,55 | 1,10 | 1,65 | 2,20 | 2,75 | 3,30 |
2768-0017 | 0,82 | 1,65 | 2,48 | 3,30 | 4,10 | 5,00 |
2768-0018 | 0,38 | 0,77 | 1,16 | 1,54 | 1,92 | 2,31 |
2768-0019 | 0,55 | 1,10 | 1,65 | 2,20 | 2,75 | 3,30 |
2768-0020 | 0,66 | 1,32 | 1,98 | 2,64 | 3,30 | 4,00 |
2768-0021 | 0,82 | 1,65 | 2,48 | 3,30 | 4,10 | 5,00 |
2768-0022 | 1,24 | 2,48 | 3,70 | 5,00 | 6,20 | 7,40 |
2768-0023 | 1,65 | 3,30 | 5,00 | 6,60 | 8,20 | 9,90 |
2768-0024 | 0,50 | 0,99 | 1,48 | 1,98 | 2,48 | 2,97 |
2768-0025 | 0,74 | 1,48 | 2,23 | 2,97 | 3,70 | 4,40 |
2768-0026 | 0,66 | 1,32 | 1,98 | 2,54 | 3,30 | 4,00 |
2768-0027 | 0,99 | 1,98 | 2,97 | 4,00 | 5,00 | 5,90 |
2768-0028 | 1,48 | 2,97 | 4,40 | 5,90 | 7,40 | 8,90 |
2768-0029 | 1,98 | 4,00 | 5,90 | 7,90 | 9,90 | 11,90 |
2768-0030 | 2,48 | 5,00 | 7,40 | 9,90 | 12,40 | 14,80 |
2768-0031 | 1,32 | 2,64 | 4,00 | 5,30 | 6,60 | 7,90 |
2768-0032 | 1,76 | 3,50 | 5,30 | 7,00 | 8,80 | 10,60 |
2768-0033 | 2,20 | 4,40 | 6,60 | 8,80 | 11,00 | 13,20 |
2768-0034 | 1,76 | 3,50 | 5,30 | 7,00 | 8,80 | 10,60 |
2768-0035 | 1,98 | 4,00 | 5,90 | 7,90 | 9,90 | 11,90 |
2768-0036 | 2,64 | 5,30 | 7,90 | 10,60 | 13,20 | 15,80 |
2768-0037 | 3,30 | 6,60 | 9,90 | 13,20 | 16,50 | 19,80 |
2768-0038 | 2,64 | 5,30 | 7,90 | 10,60 | 13,20 | 15,80 |
2768-0039 | 3,30 | 6,60 | 9,90 | 13,20 | 16,50 | 19,80 |
2768-0040 | 1,65 | 3,30 | 5,00 | 6,60 | 8,20 | 9,90 |
2768-0041 | 2,20 | 4,40 | 6,60 | 8,80 | 11,00 | 13,20 |
2768-0042 | 2,75 | 5,50 | 8,20 | 11,00 | 13,80 | 16,50 |
2768-0043 | 2,48 | 5,00 | 7,40 | 9,90 | 12,40 | 14,80 |
2768-0044 | 3,30 | 6,60 | 9,90 | 13,20 | 16,50 | 19,80 |
2768-0045 | 4,10 | 8,20 | 12,40 | 16,50 | 20,60 | 24,80 |
2768-0046 | 2,64 | 5,30 | 7,90 | 10,60 | 13,20 | 15,80 |
2768-0047 | 3,30 | 6,60 | 9,90 | 13,20 | 16,50 | 19,80 |
2768-0048 | 4,00 | 7,90 | 11,90 | 15,80 | 19,80 | 23,80 |
2768-0049 | 4,00 | 7,90 | 11,90 | 15,80 | 19,80 | 23,80 |
2768-0050 | 5,00 | 9,90 | 14,80 | 19,80 | 24,80 | 29,70 |
2768-0051 | 5,90 | 11,90 | 17,80 | 23,80 | 29,70 | 36,00 |
2768-0052 | 5,30 | 10,60 | 15,80 | 21,10 | 26,40 | 32,00 |
2768-0053 | 6,60 | 13,20 | 19,80 | 26,40 | 33,00 | 40,00 |
2768-0054 | 7,90 | 15,80 | 23,80 | 32,00 | 40,00 | 48,00 |
2768-0055 | 3,50 | 7,00 | 10,60 | 14,10 | 17,60 | 21,10 |
2768-0056 | 4,40 | 8,80 | 13,20 | 17,60 | 22,00 | 26,40 |
2768-0057 | 5,30 | 10,60 | 15,80 | 21,10 | 26,40 | 32,00 |
2768-0058 | 5,30 | 10,60 | 15,80 | 21,10 | 26,40 | 32,00 |
2768-0059 | 6,60 | 13,20 | 19,80 | 26,40 | 33,00 | 40,00 |
2768-0060 | 7,90 | 15,80 | 23,80 | 32,00 | 40,00 | 48,00 |
2768-0061 | 5,30 | 10,60 | 15,80 | 21,10 | 26,40 | 32,00 |
2768-0062 | 6,60 | 13,20 | 19,80 | 26,40 | 33,00 | 40,00 |
2768-0063 | 7,90 | 15,80 | 23,80 | 32,00 | 40,00 | 48,00 |
2768-0064 | 2,18 | 4,40 | 6,50 | 8,70 | 10,90 | 13,10 |
2768-0065 | 3,80 | 7,70 | 11,60 | 15,40 | 19,20 | 23,10 |
2768-0066 | 3,80 | 7,70 | 11,60 | 15,40 | 19,20 | 23,10 |
(Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ 2 (обязательное). МЕТОД ОПРЕДЕЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТИ И ШЕРОХОВАТОСТИ ОБРАБОТАННОЙ ПОВЕРХНОСТИ
ПРИЛОЖЕНИЕ 2
Обязательное
1. Оборудование и материалы
1.1. Хонинговальные станки, обеспечивающие нормы жесткости и точности, соответствующие паспорту станка.
1.2. Бруски длиной 50 мм, шириной 8 мм.
(Измененная редакция, Изм. N 1).
1.3. Обрабатываемое изделие: втулка из серого чугуна с пределом прочности не менее 320 МПа (3200 кгс/см![]() ).
).
Размеры втулок и брусков должны выбираться таким образом, чтобы отношение суммарной ширины режущей поверхности всех брусков к периметру обрабатываемого отверстия находилось в пределах от 0,15 до 0,3.
1.4. Индикаторный нутромер с ценой деления шкалы 0,01 мм.
1.3, 1.4. (Измененная редакция, Изм. N 2).
1.5. Профилограф-профилометр.
2. Подготовка к испытанию
2.1. Комплект брусков устанавливают в хонинговальной головке путем припайки к стальным колодкам оловом или оловянным припоем или другим способом, обеспечивающим надежность крепления брусков.
Комплект брусков прирабатывают.
Приработка считается законченной, если площадь контакта бруска с обрабатываемой поверхностью достигает 60-70% рабочей площади брусков из шлифпорошков и 90% - из микропорошков.
2.2. Режим хонингования при скорости вращения головки от 40 до 60 м/мин и скорости возвратно-поступательного движения шпинделя от 8 до 12 м/мин должны соответствовать указанным в таблице.
Зернистость алмазного порошка | Давление на брусок, МПа | Смазочно-охлаждающая жидкость |
800/630-315/250 | От 1,0 до 1,6 | 70% керосина и 30% веретенного масла или масляная эмульсия ОСМ-1 |
250/200-125/100 | 0,8 " 1,2 | |
100/80-50/40 | 0,6 " 1,0 | |
60/40-14/10 | 0,2 " 0,6 |
(Измененная редакция, Изм. N 2).
3. Проведение испытаний
3.1. Испытанию подвергают три комплекта брусков.
(Измененная редакция, Изм. N 2).
3.2. Испытание каждого комплекта брусков проводят на трех втулках.
3.3. Цикл обработки одной втулки - 60 с.
3.4. При определении съема металла по диаметру измерение внутреннего диаметра каждой втулки проводят до и после испытания в трех сечениях и двух взаимно перпендикулярных плоскостях.
3.5. Шероховатость обработанной поверхности измеряют на профилографе до и после обработки.
3.6. Параметры шероховатости ![]() втулок до обработки должны быть 10-15 мкм - при применении брусков зернистостями свыше 250/200 и в соответствии с табл.3а - при применении брусков зернистостями 250/200 и менее.
втулок до обработки должны быть 10-15 мкм - при применении брусков зернистостями свыше 250/200 и в соответствии с табл.3а - при применении брусков зернистостями 250/200 и менее.
(Введен дополнительно, Изм. N 2).
4. Обработка результатов
4.1. Для определения режущей способности брусков находят среднее арифметическое значение съема металла трех обрабатываемых втулок за одну минуту.