ГОСТ 20899-98
(ИСО 4490-78)
Группа В59
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОРОШКИ МЕТАЛЛИЧЕСКИЕ
Определение текучести с помощью калиброванной воронки (прибора Холла)
Metallic powders. Determination of flowability by means of a calibrated funnel (Hall flowmeter)
МКС 77.160
ОКСТУ 1790
Дата введения 2001-07-01
Предисловие
1 РАЗРАБОТАН Межгосударственным техническим комитетом по стандартизации МТК 150, Институтом проблем материаловедения им. И.Н.Францевича НАН Украины
ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 14 от 12 ноября 1998 г.)
За принятие проголосовали:
| Наименование государства | Наименование национального органа |
| Республика Армения | Армгосстандарт |
| Республика Беларусь | Госстандарт Республики Беларусь |
| Республика Казахстан | Госстандарт Республики Казахстан |
| Российская Федерация | Госстандарт России |
| Молдова | Молдова-Стандарт |
| Туркменистан | Главгосинспекция "Туркменстандартлары" |
| Республика Узбекистан | Узгосстандарт |
| Украина | Госстандарт Украины |
| Кыргызская Республика | Кыргызстандарт |
3 Настоящий стандарт содержит полный аутентичный текст международного стандарта ИСО 4490-78 "Порошки металлические. Определение текучести с помощью калиброванной воронки (прибора Холла)" с дополнительными требованиями, отражающими потребности экономики страны, которые в тексте выделены курсивом
4 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 19 декабря 2000 г. N 384-ст межгосударственный стандарт ГОСТ 20899-98 (ИСО 4490-78) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 2001 г.
5 ВЗАМЕН ГОСТ 20899-75
ВНЕСЕНЫ поправки, опубликованные в ИУС N 1, 2002 год, ИУС N 5, 2010 год
Поправки внесены изготовителем базы данных
1 Область применения
1 Область применения
Настоящий стандарт устанавливает метод определения текучести металлических порошков, включая порошки твердых сплавов, с помощью калиброванной воронки (прибора Холла).
Метод распространяется только на порошки, которые свободно протекают при испытании через установленное отверстие.
Допускается применение метода для определения текучести металлических порошков и их смесей, содержащих неметаллические компоненты.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 8505-80 Нефрас-С 50/170. Технические условия
ГОСТ 23148-98 (ИСО 3954-77) Порошки, применяемые в порошковой металлургии. Отбор проб
3 Сущность метода
Измерение времени, необходимого для истечения 50 г металлического порошка через отверстие калиброванной воронки стандартизированных размеров.
4 Аппаратура
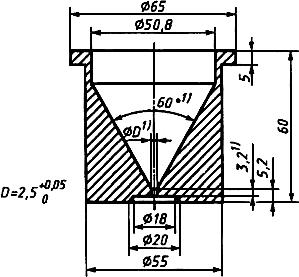
4.1 Калиброванная воронка (раздел 5), размеры которой приведены на рисунке 1.
Рисунок 1 - Калиброванная воронка (прибор Холла)
_______________
* Размеры являются обязательными.
Рисунок 1 - Калиброванная воронка (прибор Холла)
Воронка должна быть изготовлена из немагнитного коррозионно-стойкого металла, иметь достаточную толщину и твердость, чтобы противостоять деформации и чрезмерному изнашиванию.
Воронку рекомендуется изготовлять из стали марки 12Х18Н10Т по ГОСТ 5632.
4.2 Стойка и горизонтальное виброустойчивое основание для жесткого крепления воронки, например так, как показано на рисунке 2.
Рисунок 2 - Схема калиброванной воронки и стойки
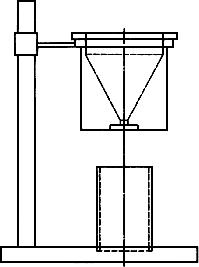
Рисунок 2 - Схема калиброванной воронки и стойки
4.3 Весы для взвешивания испытываемой порции (навески) с точностью ±0,05 г.
4.4 Секундомер, обеспечивающий измерение фактического времени истечения с точностью ±0,2 с.
4.5 Допускается использование автоматического прибора для определения текучести порошков.
Схема автоматического прибора для определения текучести порошков, соответствующая требованиям 4.1 и 4.2 и обеспечивающая измерение фактического времени истечения порошка с погрешностью не более 0,02 с, приведена на рисунке 3.
Рисунок 3 - Схема автоматического прибора для определения текучести порошков
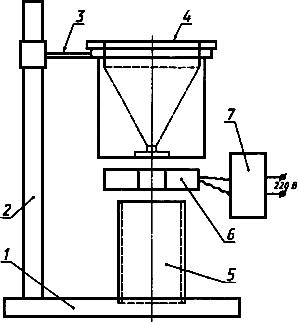
1 - основание; 2 - стойка; 3 - держатель воронки; 4 - воронка; 5 - чашка (контейнер) для сбора порошка;
6 - датчик определения времени истечения порошка; 7 - блок измерения и индикации
Рисунок 3 - Схема автоматического прибора для определения текучести порошков
Прибор может работать в режиме визуальной регистрации времени истечения порошка через воронку по секундомеру.
5 Калибрование воронки
5.1 Контрольная проба
Для калибрования воронки следует применять как средство сравнения пробу международного стандартного порошка (-106 мкм, турецкий корунд). Этот порошок должен быть подготовлен высушиванием на воздухе при температуре 110 °С в течение 30 мин с последующим охлаждением в эксикаторе. При испытании в соответствии с настоящим стандартом скорость истечения данного материала через стандартную воронку составляет 50 г за 40,0 с.
Допускается при калибровании воронок использовать в качестве средства сравнения изготовленный по нормативному документу и аттестованный порошок корунда, являющийся аналогом стандартного порошка турецкого корунда (далее по тексту стандарта - порошок корунда-аналога).
5.2 Калибрование воронки изготовителем
Время истечения контрольной пробы следует определить, используя описанный в настоящем стандарте метод. Среднее арифметическое значение результатов пяти определений в секундах, округленное до первого десятичного знака, должно быть выбито на воронке. Это число является калибром воронки и должно быть в пределах (40±0,5) с, при этом экстремальные значения результатов пяти определений не должны отличаться более чем на 0,4 с.
Поправочный коэффициент воронки равен числу 40,0, деленному на числовое значение, выбитое на воронке.
Допускается при калибровании воронки с помощью стандартного порошка турецкого корунда или порошка корунда-аналога использовать прибор с автоматической регистрацией времени его истечения.
5.3 Калибрование воронки потребителем
Текучесть контрольной пробы следует определять при помощи приведенного ниже метода. Если время истечения изменилось на 0,2 с и более по сравнению со значением, выбитым на воронке, то новый поправочный коэффициент будет равен числу 40,0, деленному на новое полученное значение времени истечения порошка через воронку.
Примечания
1 Рекомендуется периодическая проверка (не реже двух раз в год) поправочного коэффициента потребителем.
2 Перед введением нового поправочного коэффициента рекомендуется исследовать причину его изменения. Причиной уменьшения времени истечения может быть износ отверстия воронки в результате ее многократного использования. В этом случае необходимо введение нового поправочного коэффициента. Причиной увеличения времени истечения может быть налипание мелкого порошка в отверстии воронки. Налипший порошок следует осторожно удалить и повторить калибрование.