ГОСТ 20746-84
Группа Г27
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТИСКИ ДЛЯ ТОЧНЫХ СТАНОЧНЫХ РАБОТ
Технические условия
Vice for precision machine works. Specifications
ОКП 39 2681
Срок действия с 01.01.85
до 01.01.90*
_______________________________
* Ограничение срока действия снято по протоколу N 4-93
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 4, 1994 год). -
Примечание изготовителя базы данных.
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
А.А.Панов, В.В.Андреев, И.Т.Митрофанова, Г.К.Хорькова, А.Д.Загоруй, А.Т.Швец, Э.Г.Королев, А.Н.Спелова
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра И.А.Ординарцев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 23 марта 1984 г. N 927
ВЗАМЕН ГОСТ 20746-75
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 21.02.89 N 282 с 01.07.89
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 5, 1989 год
Настоящий стандарт распространяется на тиски для точных станочных работ (далее - тиски), предназначенные для установки и закрепления заготовок деталей при обработке их на металлорежущих станках.
(Измененная редакция, Изм. N 1).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
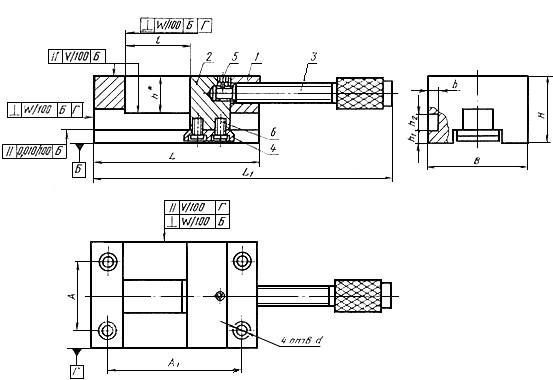
1.1. Основные параметры и размеры тисков должны соответствовать указанным на чертеже и в таблице.
________________
* Размер для справок
1 - корпус; 2 - подвижная губка; 3 - нажимной винт; 4 - планка;
5 - винт по ГОСТ 1478-84*; 6 - винт по ГОСТ 1491-80.
______________
* На территории Российской Федерации действует ГОСТ 1478-93. - Примечание изготовителя базы данных.
Примечания.
1. Для повышения жесткости тисков допускается вводить в конструкцию гайку под нажимной винт.
2. Отверстия ![]() изготавливаются по требованию потребителя.
изготавливаются по требованию потребителя.
Размеры, мм
Обозна- | Применяе- | Диа- |
|
|
|
|
|
|
|
|
|
|
| Масса, кг, не более |
Пред. откл. ±0,1 | ||||||||||||||
7200-0301 | 0-55 | 50 | 45 | 18 | 125 | 245 | - | - | - | 8 | 10 | 7 | 1,7 | |
7200-0302 | 0-63 | 80 | 60 | 30 | 160 | 291 | - | - | - | 10 | 12 | 10 | 4,3 | |
7200-0303 | 100 | 63 | 32 | 63 | 130 | 11,0 | 12 | 14 | 12 | 5,6 | ||||
7200-0304 | 0-80 | 125 | 80 | 40 | 200 | 347 | 80 | 170 | 14 | 16 | 11,3 | |||
Пример условного обозначения тисков класса точности Н, размером ![]() -50 мм и наибольшим ходом губки 55 мм:
-50 мм и наибольшим ходом губки 55 мм:
Тиски 7200-0301 ГОСТ 20746-84
То же, классов точности П и А:
Тиски 7200-0301 П ГОСТ 20746-84
Тиски 7200-0301 А ГОСТ 20746-84
(Измененная редакция, Изм. N 1).
1.2. Конструкция и размеры деталей тисков приведены в рекомендуемом приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Тиски для точных станочных работ должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Тиски должны изготовляться следующих классов точности:
Н - нормальной точности;
П - повышенной точности;
А - высокой точности.
Тиски класса точности Н использовать для изготовления деталей по 8-му квалитету; П - по 7-му квалитету; А - по 6-му квалитету и более точных.
2.3. Допуски параллельности ![]() и перпендикулярности
и перпендикулярности ![]() не должны быть более указанных в табл.2.
не должны быть более указанных в табл.2.
Таблица 2
Размеры, мм
Класс точности тисков |
|
|
Н | 0,0100 | 0,0150 |
П | 0,0070 | 0,0100 |
А | 0,003 | 0,0060 |
2.2, 2.3. (Измененная редакция, Изм. N 1).
2.4. Допуски параллельности и перпендикулярности поверхностей образца, обработанного в тисках, не должен превышать:
для тисков класса точности Н - 0,012 мм;
для тисков класса точности П - 0,010 мм;
для тисков класса точности А - 0,005 мм.
2.5. Детали тисков должны изготовляться из следующих марок сталей: корпус и подвижная губка - из стали марки 12ХН3А по ГОСТ 4543-71, нажимной винт и планка - из стали марки 40Х по ГОСТ 4543-71.
Допускается замена материалов на другие, по механическим свойствам не уступающие указанным.
2.6. Резьба метрическая - по ГОСТ 24705-81*. Поле допуска резьбы - по ГОСТ 16093-81**.
________________
* На территории Российской Федерации действует ГОСТ 24705-2004;
** На территории Российской Федерации действует ГОСТ 16093-2004. - Примечание изготовителя базы данных.
(Измененная редакция, Изм. N 1).
2.7. Размеры недореза и фасок для резьбы - по ГОСТ 10549-80.
2.8. Канавки для выхода шлифовального круга - по ГОСТ 8820-69.
2.9. Сквозные отверстия под крепежные детали - по ГОСТ 11284-75. Опорные поверхности под крепежные детали - по ГОСТ 12876-67.
2.10. Неуказанные предельные отклонения размеров: Н14, h14, ![]() .
.
2.11. Параметр шероховатости рабочих поверхностей корпуса и подвижной губки тисков - ![]() 0,8 мкм - для классов точности Н и П;
0,8 мкм - для классов точности Н и П; ![]() 0,4 мкм - для класса точности А.
0,4 мкм - для класса точности А.
2.12. Максимально допустимое зажимное усилие тисков должно быть не менее:
с винтом М12 - 9,4 кН (960 кгс);
с винтом М16 - 15,3 кН (1560 кгс).
2.10-2.12. (Измененная редакция, Изм. N 1).
2.13. Подвижные части тисков должны перемещаться без рывков и заеданий.
2.14. На всех поверхностях тисков не должно быть трещин раковин, вмятин, заусенцев и других поверхностных дефектов.
2.15. К тискам должен быть приложен паспорт, в котором указывают:
обозначение тисков;
класс точности;
обозначение стандарта;
заводской номер;
дата изготовления;
дата приемки и подпись ОТК.
2.16. Установленный срок службы тисков до капитального ремонта определяется степенью износа и должен быть не менее 3 лет.
2.17. Требования безопасности - по ГОСТ 12.2.029-88.
(Измененная редакция, Изм. N 1).
3. ПРИЕМКА
______________
* Наименование раздела. Измененная редакция, Изм. N 1.
3.1. Для проверки соответствия тисков требованиям настоящего стандарта предприятие-изготовитель проводит приемочный контроль, периодические и типовые испытания.
3.2. Приемочному контролю подвергаются 100% тисков. При этом контролируется соблюдение требований пп.2.1; 2.3; 2.11; 2.13; 2.14.
3.3. Периодические испытания проводятся один раз в год не менее чем на 2 образцах от партии. Партией считается количество тисков одного типоразмера, изготовленных по одному и тому же технологическому процессу, сданных на склад по одному документу. При испытаниях проверяется соответствие тисков требованиям пп.2.3; 2.4; 2.5; 2.11-2.15. В случае несоответствия тисков хотя бы одному из требований настоящего стандарта должны проводиться повторные испытания удвоенного количества тисков. Результаты повторных испытаний являются окончательными.
3.4. Типовые испытания проводят на 2 опытных образцах при изменении конструкции, материалов на основные детали или технологии изготовления, если эти изменения могут повлиять на параметры и качество тисков. Типовые испытания проводят в объеме периодических.
(Измененная редакция, Изм. N 1).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Контроль тисков на соответствие требованиям пп.2.1; 2.13; 2.14; 2.15 проводится внешним осмотром.
4.2. Параметр шероховатости контролируется профилографом или профилометром.
4.3. Контроль тисков по пп.2.3; 2.4; 2.12 проводится по пп.4.3.1-4.3.6. Для проведения контроля тиски устанавливают на координатно-измерительной машине, на поворотной плите или на столе координатно-расточного станка.
Контроль тисков по пп.2.3 и 2.4 проводить после проведения контроля по п.2.12.
(Измененная редакция, Изм. N 1).
4.3.1. Параллельность рабочих поверхностей корпуса относительно подвижной губки в рабочем состоянии
В тиски по центру губки зажимают набор мерных плиток толщиной 0,5 мм. При этом усилие зажима не должно превышать 50% допускаемого по п.2.12. Измерение зазоров проводят щупом или набором мерных плиток в крайних точках по ширине рабочей поверхности.
4.3.2. Параллельность верхней поверхности направляющих корпуса относительно основания
Подвижную губку отводят на максимальную величину хода. На поверочной плите устанавливают показывающий прибор (измерительную головку, закрепленную на стойке) так, чтобы его измерительный наконечник касался верхней поверхности направляющей тисков и был перпендикулярен ей.
Измерения проводить перемещая тиски вдоль движения подвижной губки и в перпендикулярном направлении не менее, чем в трех разных положениях тисков.
Отклонение равно наибольшей алгебраической разности результатов измерения на длине 100 мм.
4.3.3. Параллельность верхней поверхности корпуса относительно основания
Отклонения определяют аналогично п.4.3.2.
4.3.4. Перпендикулярность рабочей поверхности и боковых поверхностей корпуса
Контрольное индикаторное приспособление устанавливают на поверочную плиту так, чтобы его измерительный наконечник касался проверяемой вертикальной поверхности корпуса и был перпендикулярен ей.
Тиски подвигают к приспособлению до упора. Измерения проводят не менее трех раз. Отклонение определяют по показаниям прибора на базовой длине 100 мм.
4.3.2-4.3.4. (Измененная редакция, Изм. N 1).
4.3.5. Параллельность и перпендикулярность обработанных поверхностей образцов
Обработку образцов проводят на плоскошлифовальном станке. Для проверки тисков в работе берут образец прямоугольной формы из стали 45 по ГОСТ 1050-74*, твердость НВ 240...285, предварительно подвергнутый обработке на фрезерном станке.
______________
* На территории Российской Федерации действует ГОСТ 1050-88. - Примечание изготовителя базы данных.
Длина образца: 1,2 ширины губок испытываемых тисков.
Ширина образца: 1,5 высоты от поверхности направляющих тисков до верхней поверхности корпуса.
Высота образца: высота от поверхности направляющих тисков до верхней поверхности корпуса плюс 10 мм.
Образец обрабатывают с трех сторон на черновом и чистовом зажимах. Параметр шероховатости поверхности образца не должен превышать ![]() 2,5 мкм по ГОСТ 2789-73. Точность геометрической формы образца должна соответствовать требованиям, указанным в п.2.4.
2,5 мкм по ГОСТ 2789-73. Точность геометрической формы образца должна соответствовать требованиям, указанным в п.2.4.
Проверку на геометрическую точность проводить на координатно-расточном станке аналогично пп.4.3.1-4.3.4.
4.3.6. Прочность тисков
В губках тисков на высоте 2/3 высоты от поверхности направляющих до верхней поверхности корпуса и расстоянии от края губок не менее 1/3 их ширины зажимают динамометр так, чтобы расстояние между губками было равно 0,5 наибольшего размера зажимной детали. Сила зажима должна соответствовать данным, приведенным в п.2.12.
4.4. Проверка тисков на соответствие требованиям п.2.16 проводится по результатам их подконтрольной эксплуатации.
5. МАРКИРОВКА И УПАКОВКА
5.1. На тиски должна быть нанесена маркировка, содержащая следующие сведения:
обозначения тисков;
класс точности;
обозначение настоящего стандарта;
товарный знак предприятия-изготовителя;
заводской номер и год изготовления;
государственный Знак качества - для тисков, аттестованных по высшей категории качества.
5.2. Место и способ нанесения маркировки устанавливаются в конструкторской документации. При этом предпочтительны безударные способы нанесения маркировки.
5.3. Тиски должны иметь индивидуальную или потребительскую упаковку. Вид и требования к упаковке определяются конструкторской документацией. На индивидуальной упаковке должна быть маркировка, содержащая:
обозначение стандарта;
товарный знак предприятия-изготовителя;
государственный Знак качества - для тисков, аттестованных по высшей категории качества.
5.4. Тиски перед упаковыванием должны пройти консервацию по ГОСТ 9.014-78.
5.5. Тиски должны быть упакованы в деревянные ящики по ГОСТ 10198-78* или ГОСТ 2991-85, выстланные внутри упаковочной бумагой по ГОСТ 8828-75**. На каждом ящике должна быть нанесена маркировка в соответствии с требованиями ГОСТ 14192-77***.
________________
* На территории Российской Федерации действует ГОСТ 10198-91;
** На территории Российской Федерации действует ГОСТ 8828-89;
*** На территории Российской Федерации действует ГОСТ 14192-96. - Примечание изготовителя базы данных.
(Измененная редакция, Изм. N 1).
5.6. В каждый ящик должен быть вложен товаросопроводительный документ в водонепроницаемом чехле, с указанием адреса предприятия-изготовителя, наименования изделия и обозначения настоящего стандарта, количества тисков в ящике.
6. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Транспортирование тисков должно осуществляться любым транспортом в соответствии с правилами перевозки грузов, действующими на каждом виде транспорта при условии обеспечения сохранности тары от повреждений и прямого воздействия атмосферных осадков.
6.2. Условия транспортирования Ж - по ГОСТ 9.014-78.
6.3. Готовые изделия должны храниться в упакованном виде в закрытом помещении при условиях хранения 5 по ГОСТ 15150-69.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель гарантирует соответствие выпускаемых тисков требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации.
7.2. Гарантийный срок эксплуатации - 18 месяцев со дня ввода в эксплуатацию, для тисков высшей категории качества - 24 месяца со дня ввода в эксплуатацию.
ПРИЛОЖЕНИЕ (рекомендуемое). КОНСТРУКЦИЯ И РАЗМЕРЫ ДЕТАЛЕЙ ТИСКОВ
ПРИЛОЖЕНИЕ
Рекомендуемое
1. Конструкция и размеры корпуса (черт.1, табл.1)
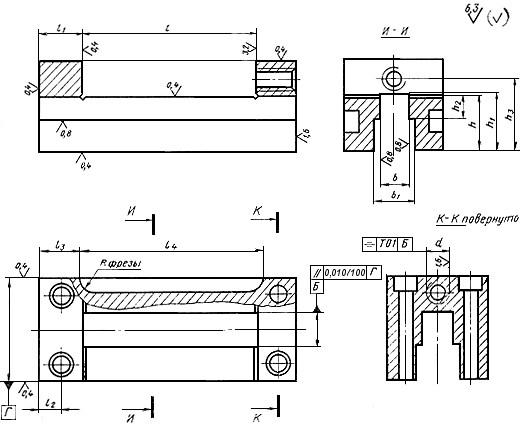
Черт.1
Таблица 1
Размеры, мм
Обозна- |
(поле допуска Н7) |
|
|
|
|
|
|
|
|
|
|
| Масса, кг, не более |
7200-0301 | 16 | 23 | М12 | 27 | 27 | 12 | 35 | 85 | 20 | 10 | 17,5 | 90 | 0,9 |
7200-0302 | 25 | 40 | М16 | 30 | 30 | 18 | 45 | 102 | 30 | 15 | 20,0 | 120 | 2,5 |
7200-0303 | 30 | 45 | 31 | 31 | 19 | 47 | 25,0 | 110 | 3,4 | ||||
7200-0304 | 40 | 60 | 40 | 40 | 26 | 60 | 134 | 34 | 35,0 | 130 | 8,5 |
(Измененная редакция, Изм. N 1).
1.1. Материал - сталь марки 12ХН3А по ГОСТ 4543-71.
1.2. Цементировать h0,8...1,2 мм, кроме резьбы; твердость 59...63 HRC![]() .
.
(Измененная редакция, Изм. N 1).
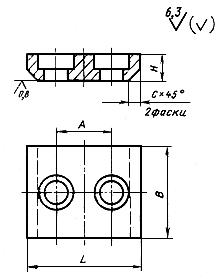
2. Конструкция и размеры губки подвижной (черт.2, табл.2)
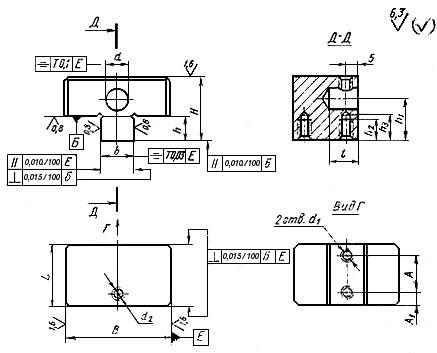
Черт.2
Таблица 2
Размеры, мм
Обозна- |
|
|
|
|
|
|
|
|
|
|
|
|
|
| Масса, кг, не более | |
Но- | Пред. откл. | |||||||||||||||
7200-0301 | 50 | -0,3 | 30 | 30 | 20 | 5,0 | 16 | 10,5 | М6 | М4 | 12 | 20 | 10 | 13 | 15 | 0,24 |
7200-0302 | 80 | 48 | 39 | 22 | 8,5 | 25 | 13,5 | М8 | М6 | 18 | 33 | 18 | 0,80 | |||
7200-0303 | 100 | 51 | 30 | 19 | 35 | 15 | 18 | 1,12 | ||||||||
7200-0304 | 125 | -0,4 | 66 | 54 | 36 | 9,0 | 40 | М10 | 26 | 46 | 18 | 22 | 1,85 | |||
(Измененная редакция, Изм. N 1).
2.1. Материал - сталь марки 12ХН3А по ГОСТ 4543-71.
2.2. Цементировать h0,8...1,2 мм, кроме резьбы; твердость 59...63 HRC![]() .
.
(Измененная редакция, Изм. N 1).
3. Конструкция и размеры нажимного винта (черт.3, табл.3)
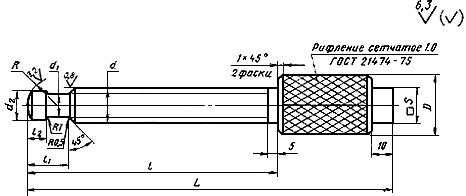
Черт.3
Таблица 3
Размеры, мм
Обозначение тисков |
|
|
|
|
|
|
|
|
|
| Масса, кг, не более |
7200-0301 | 22 | 155 | М12 | 7 | 10 | 100 | 16 | 8 | 10 | 14 | 0,23 |
7200-0302 | 28 | 175 | М16 | 10 | 13 | 120 | 20 | 11 | 13 | 17 | 0,42 |
7200-0303 | |||||||||||
7200-0304 | 195 | 140 | 0,45 |
3.1. Материал - сталь марки 40Х по ГОСТ 4543-71.
3.2. Твердость - 35...40 HRC![]() .
.
3.3. Покрытие - Хим. Окс. прм. ГОСТ 9.306-85.
3.2, 3.3. (Измененная редакция, Изм. N 1).
4. Конструкция и размеры планки (черт.4, табл.4)
Черт.4
Таблица 4
Размеры, мм
Обозначение тисков |
|
|
|
|
| Масса, кг, |
7200-0301 | 21 | 9 | 39 | 20 | 4 | 0,05 |
7200-0302 | 38 | 10 | 46 | 22 | 5 | 0,12 |
7200-0303 | 42 | 11 | 48 | 0,14 | ||
7200-0304 | 58 | 13 | 67 | 36 | 6 | 0,47 |
(Измененная редакция, Изм. N 1).
4.1. Материал - сталь марки 40Х по ГОСТ 4543-71.
4.2. Твердость - 46...51 HRC![]() .
.
4.3. Покрытие - Хим. Окс. прм. ГОСТ 9.306-85.
4.2, 4.3. (Измененная редакция, Изм. N 1).