ГОСТ 19497-90
Группа Г44
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МАШИНЫ ЛИТЕЙНЫЕ КОКИЛЬНЫЕ
Общие технические условия
Chill die casting machines. General specifications
ОКП 38 4180
Дата введения 1991-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Н.И.Зинкевич, В.И.Стрельцов, В.Н.Свищ
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 28.03.90 N 665
3. Срок проверки 1996 г., периодичность проверки 5 лет
4. ВЗАМЕН ГОСТ 9451-84, ГОСТ 19497-80
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта |
ГОСТ 4.90-83 | 2.2.21 |
ГОСТ 12.1.019-79 | 2.3 |
ГОСТ 12.1.028-80 | 4.6 |
ГОСТ 12.1.030-81 | 2.3 |
ГОСТ 12.1.050-86 | 4.6 |
ГОСТ 12.2.046.0-90 | 2.3; 4.9 |
ГОСТ 12.2.049-80 | 2.3 |
ГОСТ 12.2.072-82 | 2.3 |
ГОСТ 2789-73 | 2.2.19 |
ГОСТ 6540-68 | 2.2.12 |
ГОСТ 9833-73 | 2.2.18 |
ГОСТ 10580-74 | 2.1; 2.4; 3.1; 5.1 |
ГОСТ 14896-84 | 2.2.18 |
ГОСТ 15150-69 | 2.1; 5.3 |
ГОСТ 16770-86 | 2.2.8 |
ГОСТ 17411-91 | 2.2.8 |
ГОСТ 18460-91 | 2.2.8 |
ГОСТ 22133-86 | 2.2.6 |
ГОСТ 22704-77 | 2.2.18 |
ГОСТ 27487-87 | 2.2.13 |
ГОСТ 27713-88 | 2.2.1 |
6. Ограничение срока действия снято Постановлением Госстандарта от 19.03.92 N 226
7. ПЕРЕИЗДАНИЕ (октябрь 1996 г.) с Изменением N 1, утвержденным в марте 1992 г. (ИУС 6-92)
Настоящий стандарт распространяется на машины кокильные однопозиционные и секции кокильные многопозиционных кокильных машин общего назначения, применяемых для изготовления отливок из черных и цветных сплавов.
Требования пп.1.1 (кроме примечаний), 2.1-2.2.4; 2.2.6; 2.2.8-2.2.10; 2.2.12-2.2.19; 2.3-3.2.3; 3.2.5-3.4; 4.1-4.6; 4.9-4.12; разд.5; 6; 7 настоящего стандарта являются обязательными, другие требования - рекомендуемыми.
(Измененная редакция, Изм. N 1).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Основные параметры и размеры кокильных машин должны соответствовать указанным в таблице.
Наименование параметра и размера | Значение параметра | ||||||||||
Размеры рабочего места на плитах для крепления частей кокиля, мм | 320х х250 | 400х х320 | 500х х400 | 630х х500 | 800х х630 | 1000х х800 | 1250х х1000 | 1600х х1250 | |||
Наименьшее расстояние между плитами, мм | 320 | 400 | 500 | 630 | 800 | 1000 | |||||
Ход плиты, мм, не менее | для машин с | при одной подвижной | 320 | 400 | 500 | 630 | 800 | ||||
при двух подвижных плитах | 200 | 250 | 320 | 400 | 500 | ||||||
для машин с горизонтальным разъемом | 200 | 250 | 320 | 400 | 500 | ||||||
Ход металлического стержня, мм, не менее | нижнего | 50 | 100 | ||||||||
| верхнего | 200 | 320 | 500 | 630 | 800 | |||||
бокового | 125 | 160 | 200 | 250 | |||||||
Усилие раскрытия кокиля (выталкивание отливки), кН, не менее | 35 | 40 | 50 | 100 | 125 | 160 | 250 | 400 | |||
Усилие извлечения стержня, кН, не менее | нижнего и бокового | 50 | 80 | 100 | 125 | 160 | 200 | 250 | 320 | ||
верхнего | 80 | 160 | 320 | 500 | |||||||
Машинное время цикла (холостого), с, не более | для машин с одной и двумя подвижными плитами (с удалением отливок на провал) | 6 | 10 | 12 | 16 | 24 | 40 | ||||
для машин, имеющих две и более подвижные плиты и устройство для съема отливок | 30 | 40 | 50 | 60 | 120 | ||||||
Производительность | 30 | 28 | 21 | 18 | 15 | 12 | 8 | 3 | |||
Технологическое время | 87 | 95 | 130 | 160 | 190 | 250 | 390 | 1080 | |||
________________
* ![]() - технологическое время, затрачиваемое на заливку металла в кокиль, кристаллизацию отливки и обслуживание кокиля (очистка, покраска и установка песчаных стержней), с.
- технологическое время, затрачиваемое на заливку металла в кокиль, кристаллизацию отливки и обслуживание кокиля (очистка, покраска и установка песчаных стержней), с.
Примечания:
1. По заказу потребителя допускается изготовление машин с наименьшим расстоянием между плитами, ходом плиты и металлического стержня, установленным для соседних типоразмеров, а также с меньшими размерами рабочего места на плитах, равными указанным для соседнего меньшего типоразмера.
2. Производительность рассчитывают по формуле
![]() , (1)
, (1)
где ![]() - машинное время цикла, затрачиваемое на операции по сборке и разборке кокиля, выталкивания и съема отливки, с.
- машинное время цикла, затрачиваемое на операции по сборке и разборке кокиля, выталкивания и съема отливки, с.
(Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Машины должны изготовляться в соответствии с требованиями ГОСТ 10580*, настоящего стандарта и по технической документации, утвержденной в установленном порядке, в климатическом исполнении УХЛ категории 4 по ГОСТ 15150.
_______________
* На территории Российской Федерации действует ГОСТ 10580-2006, здесь и далее по тексту. - Примечание изготовителя базы данных..
2.2. Требования к конструкции машин
2.2.1. Присоединительные размеры крепления кокилей должны соответствовать ГОСТ 27713.
2.2.2. Машины должны обеспечивать работу в наладочном (пооперационном) и полуавтоматическом режимах.
2.2.3. В конструкции машин должны быть предусмотрены следующие устройства:
охлаждения кокиля и рабочей жидкости гидропривода;
выталкивания отливок из кокиля;
съема и передачи отливок;
централизованной смазки основных трущихся поверхностей подвижных органов при наличии более восьми точек смазки;
установки времени выдержки отливки в кокиле;
контроля температуры частей кокиля.
2.2.4. Конструкция машин должна предусматривать возможность установки устройств:
стартового (первоначального разогрева) кокиля;
нанесения защитных покрытий на рабочую поверхность кокиля.
2.2.5. По требованию потребителя машины должны быть снабжены устройствами:
дозированной заливки металла в кокиль при изготовлении отливок из алюминиевых сплавов;
термостатирования кокиля (только для однопозиционных машин);
программного управления операциями технологического процесса.
При этом машины должны обеспечивать возможность работы в автоматическом цикле с этими устройствами.
2.2.6. Конструкция машин должна обеспечивать:
легкодоступную и безопасную заливку металла в кокиль существующими средствами;
легкодоступную и безопасную установку в кокиль песчаных стержней, металлических вставок и арматуры;
замену кокильной оснастки в соответствии с требованиями технической документации на машины конкретных моделей;
регулируемость скорости перемещения подвижных частей механизмов во всех предусмотренных циклах;
соответствие внешнего вида требованиям ГОСТ 22133.
2.2.7. По согласованию между изготовителем и потребителем машины должны обепечивать возможность их наклона в процессе заливки в кокиль.
2.2.8. Гидравлические приводы - по ГОСТ 16770, ГОСТ 17411, пневмоприводы - по ГОСТ 18460.
2.2.9. Индивидуальный гидравлический привод должен отключаться одновременно с остановкой машины при нажатии кнопки "Стоп".
При групповом гидроприводе одновременно с остановкой любой машины от кнопки "Стоп" должно быть обеспечено отключение машины от магистрали "Давление".
2.2.10. Органы управления, электро-, гидро- и пневмоаппаратура машин должны обеспечивать возможность подключения в цикл работы не менее 2-х дополнительных цилиндров.
(Измененная редакция, Изм. N 1).
2.2.11. По согласованию изготовителя с потребителем машины должны обеспечивать возможность работы на негорючей рабочей жидкости, при этом параметры машин, указанные в настоящем стандарте, подлежат уточнению.
2.2.12. Диаметры гидравлических и пневматических цилиндров и штоков - по ГОСТ 6540.
2.2.13. Электрооборудование должно соответствовать требованиям ГОСТ 27487*.
_______________
* На территории Российской Федерации действует ГОСТ Р МЭК 60204.1-99. - Примечание изготовителя базы данных.
2.2.14. Компоновка и монтаж гидро-, пневмо- и электрооборудования должны обеспечивать удобство осмотра и профилактических работ, коммуникации должны прокладываться с учетом требования безопасности и эстетики.
2.2.15. Машины должны иметь возможность встраивания в роботизированные технологические комплексы (РТК) и автоматизированные линии с автоматизацией технологических операций по заливке металла, съему и передаче отливок, отделению литников и т.п.
2.2.16. Все поверхности трения машины должны быть предельно защищены от попадания на них брызг металла, песка и технологических красок, наносимых на рабочую поверхность кокилей.
2.2.17. Поверхности трения направляющих, по которым перемещаются плиты для крепления частей кокиля, должны иметь твердость 46...53 HRC![]() на глубину
на глубину ![]() 1,0...1,2 мм.
1,0...1,2 мм.
2.2.18. Термообработка, гальванопокрытие и шероховатость рабочих поверхностей гильз и штоков цилиндров - по ГОСТ 9833, ГОСТ 14896 и ГОСТ 22704.
2.2.19. Поверхности трения всех стальных цилиндрических направляющих подкокильных плит и остальных механизмов машины должны иметь антикоррозионное и износостойкое покрытие Х36б твердое или другое, не уступающее по стойкости, шероховатость при этом не должна превышать ![]() 0,32 мкм по ГОСТ 2789.
0,32 мкм по ГОСТ 2789.
2.2.20. Средняя наработка на отказ - не менее 30 ч;
гамма-процентный ресурс до первого капитального ремонта не менее 9500 ч.
(Измененная редакция, Изм. N 1).
2.2.21. Удельные показатели массы, расхода электроэнергии определяют расчетным путем по ГОСТ 4.90 и указывают в нормативно-технической документации на конкретную машину.
2.3. Требования безопасности - по ГОСТ 12.1.019, ГОСТ 12.1.030, ГОСТ 12.2.046.0*, ГОСТ 12.2.049, ГОСТ 12.2.072**.
_______________
* На территории Российской Федерации действует ГОСТ 12.2.046.0-2004, здесь и далее по тексту;
** На территории Российской Федерации действует ГОСТ 12.2.072. - Примечание изготовителя базы данных.
2.4. Требования к комплектности, маркировке и упаковке - по ГОСТ 10580.
3. ПРИЕМКА
3.1. Для проверки соответствия машин требованиям ГОСТ 10580, настоящего стандарта и технических условий на конкретную машину проводятся приемо-сдаточные и периодические испытания.
3.1.1. Проверку работы машин в наладочном (пооперационном) и полуавтоматическом режимах следует проводить в соответствии с требованиями технической документации на конкретную машину.
3.1.2. Перед началом любых испытаний должно быть проведено соответствие требованиям безопасности.
3.2. Приемо-сдаточным испытаниям следует подвергать каждую машину.
3.2.1. При испытании машины на холостом ходу должны быть проверены:
1) отделка машины;
2) герметичность уплотнений гидро- и пневмосистем, работа всех органов управления;
3) действие защитных и предохранительных устройств;
4) действие всех рабочих механизмов машины, электро-, гидро- и пневмооборудования во всех режимах работы машины;
5) рабочее давление в гидро- и пневмосистемах;
6) работа систем смазки и охлаждения;
7) установившаяся температура нагрева подшипников. Не подлежат проверке узлы и сборочные единицы, полученные по кооперации и прошедшие входной контроль;
8) шумовые и вибрационные характеристики;
9) машинное время цикла (холостого);
10) масса машины (одна машина из первой партии годового выпуска).
3.2.2. При испытании машины под нагрузкой должны быть проверены:
1) рабочее давление в гидро- и пневмосистемах;
2) герметичность уплотнений гидро- и пневмосистем;
3) действие всех рабочих механизмов машины, электро-, гидро- и пневмооборудования во всех режимах работы машины;
4) работа систем смазки и охлаждения;
5) установившаяся температура нагрева подшипников. Не подлежат проверке узлы и сборочные единицы, полученные по кооперации и прошедшие входной контроль;
6) усилие раскрытия кокиля;
7) усилие выталкивания отливок;
8) усилие извлечения стержней;
9) установленная безотказная наработка в сутки;
10) шумовые и вибрационные характеристики.
3.2.3. Для машин установившегося производства проверку шумовых и вибрационных характеристик следует проводить периодически, выборочно. Объем выборки и периодичность проверок следует указывать в технических условиях на конкретную машину.
Контроль уровня вибрации машин, не создающих вибрацию или не передающего вибрацию на рабочие места, не проводят.
3.2.4. Порядок и планы проведения испытаний показателя "установленная безотказная наработка в сутки" регламентируются отраслевой нормативно-технической документацией и устанавливаются в технических условиях на конкретную машину.
3.2.5. Проверка соответствия нормам точности - по пп.4.11, 4.12.
3.3. Периодические испытания следует проводить в соответствии с требованиями настоящего стандарта и технических условий на конкретную машину, но не реже одного раза в три года.
3.3.1. При контроле основных параметров и размеров должны быть проверены:
1) размеры рабочего места на плитах для крепления частей кокиля;
2) наименьшее расстояние между плитами;
3) ход подвижных плит, металлических стержней и выталкивателей;
4) габаритные размеры машины.
3.3.2. Проверка соответствия нормам точности - по пп.4.11, 4.12.
3.3.3. При испытании машины в соответствии с назначением (испытание в работе) должны быть проверены:
1) действие всех рабочих механизмов машины, электро-, гидро- и пневмооборудования при различных режимах работы, установленных техническими условиями на конкретную машину;
2) работа систем смазки и охлаждения;
3) рабочее давление в гидро- и пневмосистемах;
4) производительность;
5) температура рабочей жидкости гидросистемы;
6) качество отливок;
7) расход электроэнергии;
8) расход воды на охлаждение рабочей жидкости и кокильной оснастки;
9) расход сжатого воздуха;
10) шумовые и вибрационные характеристики;
11) показатели надежности.
3.3.4. Порядок и планы проведения испытаний показателей надежности регламентируются нормативно-технической документацией на конкретную машину.
Подтверждение показателей надежности машин - по отраслевой нормативно-технической документации.
3.4. Продолжительность испытаний по пп.3.2.1, 3.2.2 и 3.3.3 устанавливают в нормативно-технической документации на каждую конкретную машину.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Методы испытаний должны соответствовать требованиям, установленным в настоящем стандарте и технических условиях на конкретную машину.
4.2. Параметры, выраженные линейными размерами, проверяют непосредственным измерением с помощью соответствующих средств измерений.
4.3. Машинное время цикла (холостого) определяют с помощью секундомера по его составляющим. Отсчет времени необходимо начинать с момента страгивания исполнительного органа с места до момента его остановки.
4.4. Величины усилий раскрытия кокиля, извлечения металлических стержней, выталкивания отливок (![]() ) в килоньютонах определяются измерением динамометром растяжения или рассчитывают по формуле
) в килоньютонах определяются измерением динамометром растяжения или рассчитывают по формуле
![]() , (2)
, (2)
где ![]() - активная площадь поршня силового цилиндра, м
- активная площадь поршня силового цилиндра, м![]() ;
;![]() - показатель манометра высокого давления, МПа.
- показатель манометра высокого давления, МПа.
4.5. Производительность (![]() ), отливок в час, определяют по формуле
), отливок в час, определяют по формуле
![]() , (3)
, (3)
где ![]() - среднее время цикла (промежуток времени между двумя выдачами отливок при непрерывной работе машины), с.
- среднее время цикла (промежуток времени между двумя выдачами отливок при непрерывной работе машины), с.
4.6. Методы определения шумовых характеристик - по ГОСТ 12.1.028*, ГОСТ 12.1.050.
_______________
* На территории Российской Федерации действует ГОСТ Р 51402-99. - Примечание изготовителя базы данных.
4.7. Показатели надежности машин проверяют в соответствии с указаниями технических условий на конкретную машину.
4.8. Качество отливок проверяют в соответствии с техническими требованиями чертежа на отливку или по эталону-образцу, утвержденному в установленном порядке.
4.9. Требования контроля безопасности к конструкции машин должны соответствовать ГОСТ 12.2.046.0, разд.3 и установленным в технических условиях на конкретную машину.
4.10. Расход электроэнергии (кВт/ч), расход воды (м![]() /ч), расход сжатого воздуха (м
/ч), расход сжатого воздуха (м![]() /ч) определяют по показателям счетчиков-расходомеров с пересчетом на расход в час.
/ч) определяют по показателям счетчиков-расходомеров с пересчетом на расход в час.
4.11. Проверке на точность должна подвергаться каждая машина после испытания под нагрузкой. Точность установки машин перед проверкой ![]() мм.
мм.
4.12. Нормы точности машин должны соответствовать указанным в пп.4.12.1-4.12.3.
4.12.1. Прямолинейность установочных поверхностей плит для крепления частей кокиля в различных направлениях.
Допуск прямолинейности - 0,2 мм на 1 м длины (выпуклость не допускается).
Метод проверки
К проверяемой поверхности прикладывают рабочей поверхностью поверочную линейку. Зазор между рабочей поверхностью линейки и проверяемой поверхностью измеряют щупом.
4.12.2. Параллельность установочных поверхностей плит для крепления частей кокиля
Допуск параллельности - 0,4 мм на 1 м длины.
Метод проверки
Микрометрическим нутромером 2 измеряют расстояние между поверхностями плит 1 и 3 для крепления частей кокиля по углам на расстоянии 10 мм от края плиты (черт.1).
а) для машин с вертикальным разъемом
| б) для машин с горизонтальным разъемом
|
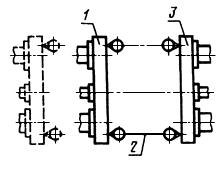
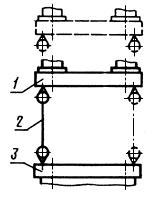
Черт.1
Отклонение равно разности наибольшего и наименьшего показаний нутромера при любом положении плит.
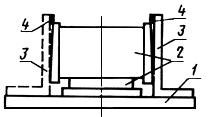
4.12.3. Перпендикулярность плиты поддона и боковых установочных поверхностей плит для крепления частей кокиля
Допуск перпендикулярности - 0,4 мм на 1 м длины.
Метод проверки
На установочную поверхность плиты поддона 1 устанавливают поверочный угольник 2 так, чтобы его измерительная поверхность касалась установочной поверхности плиты 3 для крепления частей кокиля, а основание расположено вдоль оси машины (черт.2).
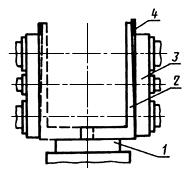
Черт.2
Зазор между измерительной поверхностью плиты измеряют щупом 4.
4.13. Проверки 4.12.2 и 4.12.3 норм точности машины следует проводить с установленным кокилем или имитатором кокиля в сомкнутом положении плит для крепления частей кокиля.
4.14. Нормы точности и методы проверок технологической оснастки и имитатора кокиля - в соответствии с приложением.
4.15. Внутризаводские ужесточенные нормы точности устанавливаются в технических условиях на конкретную машину.
4.16. Средства измерения, применяемые для контроля, указываются в технических условиях на конкретную машину.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование - по ГОСТ 10580 и техническим условиям на конкретную машину.
5.2. Машины в упакованном виде должны храниться в крытом, сухом помещении, не содержащем паров кислот, щелочей и других веществ, вызывающих коррозию металла.
5.3. Хранение должно соответствовать условиям 2 по ГОСТ 15150.
6. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
6.1. Установку, монтаж машины и ее эксплуатацию производить согласно руководству по эксплуатации на конкретную машину.
6.2. При технических осмотрах машины, проводимых не реже одного раза в две недели, необходимо контролировать затяжку крепежа на крышках, фланцах и всех соединениях гидравлической системы.
6.3. Герметичность уплотнений, стыков и трубопроводов гидравлической системы следует проверять не реже одного раза в шесть месяцев давлением, превышающим рабочее не менее чем в полтора раза в течение 3 мин. Уплотнения, утратившие герметичность, необходимо заменить.
6.4. Установка кокилей производится только в наладочном режиме.
6.5. В эксплуатационной документации должны быть указаны наибольшие размеры и масса кокильной оснастки, металлоемкость кокиля, а также точки подвода воды, сжатого воздуха, природного газа, электроэнергии.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Изготовитель гарантирует соответствие машин требованиям настоящего стандарта при соблюдении условий транспортирования, хранения, монтажа и эксплуатации. Гарантийный срок эксплуатации - 18 мес со дня ввода машин в эксплуатацию, но не позднее 6 мес - для действующих и 9 мес - для вновь строящихся предприятий, со дня поступления машины на предприятие или станцию назначения.
ПРИЛОЖЕНИЕ (рекомендуемое). НОРМЫ ТОЧНОСТИ И МЕТОДЫ ПРОВЕРОК ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ И ИМИТАТОРА КОКИЛЯ ОДНОПОЗИЦИОННЫХ МАШИН И КОКИЛЬНЫХ СЕКЦИЙ МНОГОПОЗИЦИОННЫХ КОКИЛЬНЫХ МАШИН
ПРИЛОЖЕНИЕ
Рекомендуемое
1. Прямолинейность установочных поверхностей кокиля в различных направлениях
Допуск прямолинейности - 0,1 мм на 1 м длины (выпуклость не допускается).
Метод проверки. К проверяемой поверхности по различным направлениям прикладывают рабочей поверхностью поверочную линейку. Зазор между рабочей поверхностью поверочной линейки и проверяемой поверхностью измеряют щупом.
2. Параллельность установочных поверхностей кокиля в сборе
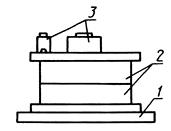
Черт.3
Допуск параллельности - 0,25 мм на 1 м длины.
Метод проверки. На поверочную плиту 1, выверенную по уровню, установочной поверхностью устанавливают кокиль в сборе 2. На верхнюю плоскость кокиля устанавливают брусковый уровень 3.
Отклонение равно разности наибольшего и наименьшего показаний уровня при его перемещении по периметру проверяемого кокиля.
3. Перпендикулярность поддона и боковых установочных поверхностей кокиля в сборе
Черт.4
Допуск перпендикулярности - 0,25 мм на 1 м длины.
Метод проверки. На поверочную плиту 1 поверхностью поддона устанавливают собранный кокиль 2 и поверочный угольник 3 так, чтобы его измерительная поверхность касалась боковых установочных поверхностей кокиля. Зазор между измерительной поверхностью угольника и боковой установочной поверхностью кокиля измеряют щупом 4.