ГОСТ 1759.3-83
Группа Г30
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ГАЙКИ
Дефекты поверхности и методы контроля
Nuts. Surface defects and methods of control
МКС 21.060.20
ОКП 12 8300
Дата введения 1984-01-01
Постановлением Государственного комитета СССР по стандартам от 23 июня 1983 г. N 2662 дата введения установлена 01.01.84
ВЗАМЕН ГОСТ 1759-70 в части дефектов поверхности гаек и методов их контроля
ПЕРЕИЗДАНИЕ
Настоящий стандарт распространяется на шестигранные гайки с номинальными диаметрами резьбы от 1 до 48 мм и устанавливает допустимые предельные значения дефектов поверхности и методы их контроля.
Допускается распространять требования настоящего стандарта на гайки другой формы.
Стандарт полностью соответствует СТ СЭВ 3682-82.
1. ВИДЫ ДЕФЕКТОВ ПОВЕРХНОСТИ
1. ВИДЫ ДЕФЕКТОВ ПОВЕРХНОСТИ
1.1. Трещины
Трещины представляют собой разрушения, возникающие на границах и внутри кристаллов, а также в месте расположения неметаллических включений, в результате перенапряжения металла в процессе обработки. В случае, если изделия с трещинами подвергаются нагреву, то поверхность трещины обычно покрывается окалиной.
1.1.1. Трещины напряжения
Трещины напряжения могут возникать в процессе термической обработки вследствие термических и деформационных напряжений. Трещины напряжения обычно располагаются произвольно на поверхности изделия.
На черт.1 изображены типичные трещины напряжения.
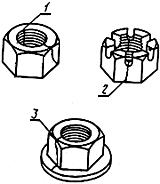
1 - трещина напряжения в резьбе; 2 - трещина напряжения на поверхности под ключ;
3 - трещина напряжения, распространяющаяся на торцевую, боковую поверхности и фланец (бурт)
Черт.1
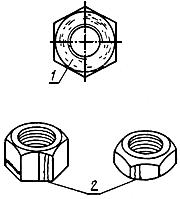
1.1.2. Штамповочные трещины
Штамповочные трещины могут возникать при отрезке заготовки, последующей ее деформации и прошивке отверстия. Они располагаются на опорной поверхности гаек или в местах перехода опорной поверхности к фаске и резьбе.
Трещины от неметаллических включений возникают при наличии таких включений в исходном материале.
На черт.2 изображены типичные штамповочные трещины.
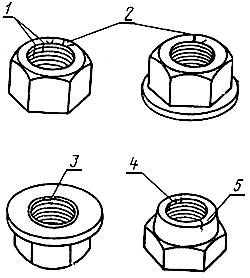
1 - штамповочные трещины на опорной поверхности и резьбе от неметаллических включений
в исходном материале; 2 - штамповочные трещины на торцевой поверхности; 3 - штамповочные
трещины на внутренней фаске отверстия гайки со стороны фланца; 4 - штамповочные трещины
в резьбе; 5 - штамповочные трещины на наружной поверхности стопорного элемента
Черт.2
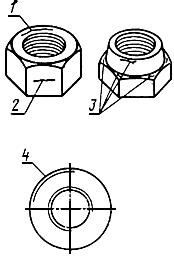
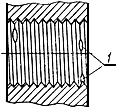
1.1.3. Трещины сдвига
Трещины сдвига возникают в результате деформации металла на поверхностях под ключ, на фасках и на боковой поверхности фланца или бурта. Трещины сдвига располагаются под углом 45° к оси гайки.
На черт.3. изображены типичные трещины сдвига.

1 - трещины сдвига
Черт.3
1.1.4. Трещины от раскатанных пузырей
Трещины от раскатанных пузырей в исходном материале в большинстве случаев прямые и могут располагаться на боковых и опорных поверхностях, а также на бурте и фланце.
На черт.4 изображена типичная трещина от раскатанного пузыря.

1 - трещина от раскатанного пузыря
Черт.4
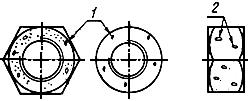
1.1.5. Трещины от рисок
Трещины от рисок на исходном материале могут возникать в результате деформации заготовок на поверхностях под ключ, на бурте и фланце.
На черт.5 изображены типичные трещины от рисок.

1 - трещины от рисок
Черт.5
1.2. Рванины
Рванины представляют собой открытые разрывы в металле и возникают в местах, которые больше всего подвергаются деформации.
На черт.6 изображена типичная рванина.

1 - рванина
Черт.6
1.3. Складки
Складки возникают вследствие запрессовки заусенцев, образовавшихся в процессе штамповки гаек, и располагаются на опорной поверхности и в местах перехода опорной поверхности к резьбе и боковой поверхности.
На черт.7 изображены типичные складки.
1 - складка на опорной поверхности; 2 - складка на поверхности под ключ;
3 - складка в местах перехода; 4 - складка на опорной поверхности гаек с фланцем
Черт.7
1.4. Рябизна
Рябизна представляет собой неглубокие выемки на поверхностях гаек, которые в процессе штамповки не заполняются металлом и возникают вследствие вдавливания стружки или образования коррозии на исходном металле.
На черт.8 изображена типичная рябизна.
1 - рябизна из-за вдавливания стружки;
2 - рябизна из-за коррозии на исходном материале
Черт.8
1.5. Следы от инструмента
Следы от инструмента представляют собой продольные или кольцевые риски небольшой глубины, возникающие вследствие движения обрабатывающего инструмента по поверхности гайки.
На черт.9 изображены типичные следы от инструмента.
1 - кольцевые риски на опорной поверхности;
2 - продольные риски на поверхности под ключ
Черт.9
1.6. Повреждения резьбы
Повреждения резьбы - это рванины или выкрашивания по профилю резьбы, образующиеся при операциях нарезки или накатки резьбы.
На черт.10 изображены типичные повреждения резьбы.
1 - рванины или выкрашивания по профилю резьбы
Черт.10
1.7. Заусенцы
Заусенцы - дефект поверхности резьбы, представляющий собой острый, в виде гребня выступ, образовавшийся при нарезании.
2. ДОПУСТИМЫЕ ПРЕДЕЛЬНЫЕ ВЕЛИЧИНЫ ДЕФЕКТОВ ПОВЕРХНОСТИ
2.1. Трещины напряжения
Трещины напряжения любых размеров не допускаются.
2.2. Штамповочные трещины
Допускается наличие штамповочных трещин на опорных, на торцевых поверхностях и поверхности стопорного элемента, при этом на каждой опорной поверхности может быть не более двух трещин, распространяющихся на всю их ширину. Если трещины переходят в резьбу, то допускается их распространение не более чем на один виток резьбы. Глубина трещин не должна быть более 0,5![]() (
(![]() - шаг резьбы), ширина - более 0,3 мм.
- шаг резьбы), ширина - более 0,3 мм.
Допускается трещина на внутренней фаске отверстия гайки со стороны фланца (бурта), не переходящая на резьбу.
2.3. Трещины сдвига, трещины от раскатанных пузырей и рванины
Трещины или рванины не должны простираться на опорную поверхность шестигранника. При наличии трещин или рванин на противоположных гранях минимальный размер под ключ и минимальный диаметр описанной окружности не должны быть менее допустимых. Ширина трещины или рванины не должна превышать 0,02![]() +0,25 мм, где
+0,25 мм, где ![]() размер под ключ. На боковой поверхности фланца или бурта допускается не более одной трещины или рванины шириной 0,08
размер под ключ. На боковой поверхности фланца или бурта допускается не более одной трещины или рванины шириной 0,08![]() и нескольких, шириной не более 0,04
и нескольких, шириной не более 0,04![]() (
(![]() - диаметр бурта или фланца).
- диаметр бурта или фланца).
Глубина трещины или рванины не должна превышать 0,04![]() (
(![]() - номинальный диаметр резьбы гае
- номинальный диаметр резьбы гае
2.4. Трещины от рисок на исходном материале
Допускаются трещины от рисок шириной не более 0,013![]() для гаек с номинальным диаметром резьбы
для гаек с номинальным диаметром резьбы ![]() до 36 мм и 0,02
до 36 мм и 0,02![]() - для гаек с номинальным диаметром резьбы
- для гаек с номинальным диаметром резьбы ![]() свыше 36 мм.
свыше 36 мм.
2.5. Складки
Складки не допускаются на опорной поверхности гаек с фланцем или буртом и одновременно на обеих опорных поверхностях других гаек.
2.6. Рябизна
Рябизна допускается, если ее размеры не превышают указанных в табл.1
Таблица 1
Номинальный диаметр резьбы | Глубина | Общая поверхность от опорной поверхности, % |
До М14 | 0,25 мм | 5 |
Св. М14 до М24 | 0,017 | 7 |
Св. М24 | 0,02 | 10 |
2.7. Следы от инструмента
Следы от инструмента допускаются, если их глубина не превышает параметров шероховатости, указанных в табл.2.
Таблица 2
Наименование поверхности со следами инструмента | Класс точности | Параметр шероховатости |
Опорные поверхности | А | 6,3 |
В | 12,5 | |
С | Не регламентируется | |
Боковая поверхность профиля резьбы | А; В; С | 12,5 |
Поверхности под ключ | А | 25 |
В; С | Не регламентируется |
2.8. Повреждения резьбы
Не допускаются:
заусенцы и вмятины на резьбе, препятствующие ввинчиванию проходного резьбового калибра;
выкрашивания ниток резьбы, если их длина превышает половину витка.
3. МЕТОДЫ КОНТРОЛЯ ДЕФЕКТОВ ПОВЕРХНОСТИ
3.1. Размеры дефектов вычисляются по формулам, указанным в пп.2.2-2.4, 2.6 с точностью до второго знака.
3.2. Визуальный контроль
Для выявления дефектов поверхности по пп.1.1-1.7 гайки подвергаются визуальному контролю без применения увеличительных приборов.
3.3. Металлографический контроль
При наличии дефектов поверхности гайки должны подвергаться металлографическому испытанию методом глубокого травления.
Для проведения испытания по месту расположения дефекта приготовляют шлиф. Если трещина, рванина или рябизна располагаются на поверхностях под ключ или на резьбе, то для определения ее глубины шлиф приготовляют перпендикулярно к оси гайки.
Если трещина или рябизна располагаются на опорной поверхности или стопорной шайбе, то для определения ее глубины шлиф приготовляют параллельно оси гайки.
Для контроля дефектов поверхности гаек допускается использовать магнитные методы, например, метод магнитной дефектоскопии.