ГОСТ 17368-79*
Группа Г25
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РЕЗЦЫ АЛМАЗНЫЕ ДЛЯ ПРОФИЛИРОВАНИЯ
ЧЕРВЯЧНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ
Технические условия
Diamond tools for profile of abrasive hobbing wheels.
Technical conditions
Дата введения 1980-01-01
Постановлением Государственного комитета СССР по стандартам от 31 января 1979 г. N 367 срок введения установлен с 01.01.80
Проверен в 1984 г. Постановлением Госстандарта от 29.05.84 N 1761 срок действия продлен до 01.01.90**
________________
** Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 4, 1994 год). - Примечание изготовителя базы данных.
ВЗАМЕН ГОСТ 17368-71
* ПЕРЕИЗДАНИЕ (декабрь 1984 г.) с Изменением N 1, утвержденным в мае 1984 г. (ИУС 9-84).
ВНЕСЕНО Изменение N 2, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 17.11.88 N 3729 с 01.01.90
Изменение N 2 внесено изготовителем базы данных по тексту ИУС N 2, 1989 год
Настоящий стандарт распространяется на алмазные резцы для профилирования червячных шлифовальных кругов на зубошлифовальных станках.
Стандарт устанавливает требования к продукции, изготовляемой для нужд народного хозяйства и для экспорта.
(Измененная редакция, Изм. N 1, 2).
1. КОНСТРУКЦИЯ И ОСНОВНЫЕ РАЗМЕРЫ
1. КОНСТРУКЦИЯ И ОСНОВНЫЕ РАЗМЕРЫ
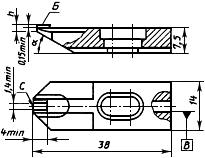
1.1. Конструкция и основные размеры резцов должны соответствовать указанным на чертеже и в таблице.
Черт. Исполнение 1, 2
Исполнение 1
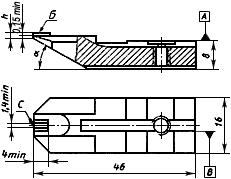
Исполнение 2
Резцы для профилирования шлифовальных кругов при обработке зубчатых колес | Резцы для профилирования шлифовальных кругов при обработке зубчатых колес |
|
| Модуль профилируемого шлифовального круга, мм | |||
Исполнение 1 | Исполнение 2 | Исполнение 1 | Исполнение 2 | Номин. | Пред. откл. | ||
Обозначение резцов | |||||||
3908-0011 | 3908-0012 | 3908-0021 | 3908-0022 | 0,3 | -0,1 | 28° | От 0,4 до 0,5 |
3908-0013 | 3908-0014 | 3908-0023 | 3908-0024 | 0,5 | -0,15 | 32° | Св. 0,5 до 1,0 |
3908-0015 | 3908-0016 | 3908-0025 | 3908-0026 | Св. 1,0 до 2,5 | |||
3908-0017 | 3908-0018 | 3908-0027 | 3908-0028 | Св. 2,5 до 5,0 | |||
3908-0019 | 3908-0020 | 3908-0029 | 3908-0030 | 1,3 | 35° | Св. 5,0 до 8,0 | |
Пример условного обозначения резца для профилирования шлифовальных кругов при обработке зубчатых колес 5-й и выше степеней точности, исполнения 1, для диапазона модулей св. 0,5 до 1,0 мм:
3908-0013 ГОСТ 17368-79.
(Измененная редакция, Изм. N 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Резцы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. (Исключен, Изм. N 2).
2.3. Для изготовления резцов должны применяться природные технические алмазы VII группы, подгрупп ![]() ,
, ![]() массой 0,61-1,10 карата или XXVI группы, подгрупп
массой 0,61-1,10 карата или XXVI группы, подгрупп ![]() ,
, ![]() массой 0,31-0,85 карата.
массой 0,31-0,85 карата.
(Измененная редакция, Изм. N 1).
2.4. На рабочей поверхности алмаза не допускаются трещины, сколы и выкрашивания.
(Измененная редакция, Изм. N 2).
2.5. Державка резцов должна изготовляться из стали марки 40Х или 12ХН3А по ГОСТ 4543-71.
2.6. На поверхности державки не допускаются следы коррозии, раковины, забоины, заусенцы, видимые невооруженным глазом.
Примечание. Внешний вид резца для экспорта должен соответствовать контрольному образцу-эталону, согласованному с внешнеторговой организацией.
2.7. (Исключен, Изм. N 2).
2.8*. Неуказанные предельные отклонения линейных размеров ![]() по ГОСТ 25346-82**.
по ГОСТ 25346-82**.
_______________
* Изменением N 2 предлагается в п 2.8 исключить слова: "по СТ СЭВ 145-75".
** На территории Российской Федерации действует ГОСТ 25346-89. - Примечание изготовителя базы данных.
2.9, 2.10. (Исключены, Изм. N 2).
2.11. Допуск параллельности поверхности ![]() относительно поверхности
относительно поверхности ![]() не должен превышать 0,001 мм - для зубчатых колес 5-й и выше степеней точности, 0,004 мм - для зубчатых колес 6 и 7-й степеней точности.
не должен превышать 0,001 мм - для зубчатых колес 5-й и выше степеней точности, 0,004 мм - для зубчатых колес 6 и 7-й степеней точности.
2.12. Допуск параллельности поверхности ![]() относительно поверхности
относительно поверхности ![]() не должен превышать 0,05 мм - для зубчатых колес 5-й и выше степеней точности, 0,1 мм - для зубчатых колес 6 и 7-й степеней точности.
не должен превышать 0,05 мм - для зубчатых колес 5-й и выше степеней точности, 0,1 мм - для зубчатых колес 6 и 7-й степеней точности.
2.13. Допуск симметричности оси поверхности ![]() относительно оси поверхности
относительно оси поверхности ![]() не должен превышать 0,1 мм - для зубчатых колес 5-й и выше степеней точности, 0,15 мм - для зубчатых колес 6 и 7-й степеней точности.
не должен превышать 0,1 мм - для зубчатых колес 5-й и выше степеней точности, 0,15 мм - для зубчатых колес 6 и 7-й степеней точности.
2.14. Установленная наработка до отказа резца должна быть не менее 28 правок шлифовального круга ПП400х80x203 24А 25 СМ1 7 5 К ГОСТ 2424-83 при максимальном износе 0,15 мм и режиме правки по п.4.7. Количество переточек - не менее 5.
2.11-2.14. (Введены дополнительно, Изм. N 2).
3. ПРИЕМКА
3.1. Для проверки соответствия резцов требованиям настоящего стандарта проводят приемочный контроль и периодические испытания.
3.2. Приемочному контролю на соответствие требованиям пп.1.1, 2.4, 2.6, 2.11-2.13 подвергают все резцы; на соответствие требованиям п.2.8 - 20% партии, но не менее 2 шт.
Партия должна состоять из резцов одного типоразмера, одновременно предъявленных к приемке по одному документу.
Если установлено несоответствие требованиям стандарта по п.2.8, то проводят повторный контроль на удвоенном количестве резцов.
При наличии дефектов в повторной выборке партию не принимают.
3.3. Периодическим испытаниям на соответствие требованиям пп.2.13 и 4.6 подвергают не менее 2 резцов не реже раза в год.
Допускается проводить испытания у потребителя в производственных условиях.
Раздел 3. (Измененная редакция, Изм. N 2).
4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1. Размеры резцов контролируют универсальными измерительными инструментами.
4.2. Контроль резцов на соответствие требованиям п.2.4 производят при увеличении 30![]() .
.
(Измененная редакция, Изм. N 2).
4.3. Качество поверхности державки резца контролируют осмотром.
4.4. Шероховатость поверхности рабочей части алмаза контролируют под микроскопом, сравнивая с контрольным образцом.
(Измененная редакция, Изм. N 2).
4.5. Шероховатость поверхности державки проверяют по контрольному образцу.
4.6. Испытания на работоспособность резцов проводят на зубошлифовальных станках или специальных станках для правки червячных кругов, соответствующих установленным для них нормам точности и жесткости.
4.7. Периодические испытания резцов проводят правкой шлифовального круга при следующем режиме:
поперечная подача, мм/ход | 0,02 | |||
тангенциальная подача вдоль профиля витка, мм | 1,5 | |||
съем абразива по профилю круга за одну правку, мм, не более | 0,1 | |||
частота вращения шлифовального круга, мин | 50 | |||
охлаждение, л/мин | 15-20 | |||
(Измененная редакция, Изм. N 2).
4.8. После испытания на рабочей поверхности резцов не должно быть трещин, сколов и выкрашиваний, видимых при увеличении 30![]() , и они должны быть пригодны для дальнейшей работы.
, и они должны быть пригодны для дальнейшей работы.
(Измененная редакция, Изм. N 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На боковых сторонах и торце державки резца должно быть четко нанесено:
а) товарный знак предприятия-изготовителя;
б) (Исключен, Изм. N 1).
в) интервал модулей профилируемых шлифовальных червячных кругов;
г) порядковый номер резца по системе нумерации предприятия-изготовителя.
(Измененная редакция, Изм. N 2).
5.2. Каждый резец должен сопровождаться документом со сведениями по п.5.1. Дополнительно указывается:
а) наименование изделия;
б) исходная масса алмаза в каратах;
в) дата изготовления;
г) штамп технического контроля;
д) масса алмаза перед закреплением в державку.
(Измененная редакция, Изм. N 1, 2).
5.3. Упаковка, транспортирование и хранение - по ГОСТ 18088-83.
(Исключен, Изм. N 1. Измененная редакция, Изм. N 2).
5.4. Резцы в потребительской таре должны быть плотно уложены в групповую тару.
(Введен дополнительно, Изм. N 1).
5.5. На поверхности групповой тары должны быть нанесены:
наименование и товарный знак предприятия-изготовителя;
наименование изделия;
количество изделий;
общая исходная масса в каратах;
обозначение настоящего стандарта;
дата упаковки;
штамп упаковщика.
(Введен дополнительно, Изм. N 1. Измененная редакция, Изм. N 2).
5.6. Резцы в групповой таре должны быть плотно уложены в транспортную тару - ящики по ГОСТ 5959-80.
Допускается применение другой упаковки, обеспечивающей сохранность резцов при транспортировании.
Резцы, предназначенные для экспорта, должны быть упакованы в ящики по ГОСТ 24634-81.
5.7. Габаритные размеры ящиков должны быть не более 160х160х62 или 210х210х60 мм.
5.8. Масса брутто - не более 10 кг.
5.9. На каждое грузовое место должна быть нанесена транспортная маркировка по ГОСТ 14192-77* с указанием основных, дополнительных, информационных надписей и манипуляционных знаков: "Осторожно, хрупкое!" и "Боится сырости".
_______________
* На территории Российской Федерации действует ГОСТ 14192-96. - Примечание изготовителя базы данных.
Для экспорта указываются сведения согласно заказу-наряду внешнеторговой организации.
5.10. Резцы, упакованные в соответствии с пп.5.6-5.9, должны отправляться почтовыми посылками.
Для экспорта - в соответствии с требованиями заказа-наряда внешнеторговой организации.
5.11. Остальные требования к упаковке и хранению - по ГОСТ 18088-83.
5.6-5.11. (Введены дополнительно, Изм. N 1).
Раздел 6. (Исключен, Изм. N 2).