ГОСТ 16163-90
Группа Г27
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТОЛЫ ПОВОРОТНЫЕ ДЕЛИТЕЛЬНЫЕ КООРДИНАТНО-РАСТОЧНЫХ
И КООРДИНАТНО-ШЛИФОВАЛЬНЫХ СТАНКОВ
Основные размеры. Нормы точности
Rotary indexing tables of jig-boring and jig-grinding machines.
Basic dimensions. Standards of accuracy
ОКП 38 7300
Дата введения 1991-07-01
в части пп.2.9-2.12 - 1993-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
РАЗРАБОТЧИКИ
A.Н.Байков, Ю.А.Архипов, С.С.Кедров, Л.М.Кордыш, B.П.Титов, Г.И.Бойцова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 31.05.90 N 1373
3. Срок проверки - 1996 г., периодичность проверки - 5 лет
4. ВЗАМЕН ГОСТ 12879-77 и ГОСТ 16163-79
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта |
ГОСТ 8-82 | 2.1 |
ГОСТ 6464-78 | 1 |
ГОСТ 22267-76 | 2.1; 2.5-2.12 |
ГОСТ 25889.2-83 | 2.1; 2.7 |
ГОСТ 27218-87 | 1 |
ГОСТ 27491-87 | 1 |
ГОСТ 27843-88* | 2.1; 2.11.2; 2.12.2 |
________________
* На территории Российской Федерации действует ГОСТ 27843-2006. Здесь и далее. - Примечание изготовителя базы данных.
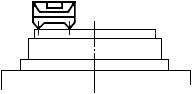
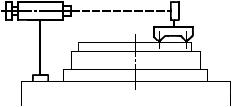
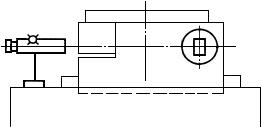
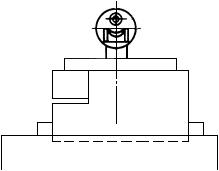
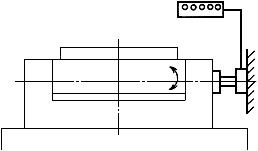
Настоящий стандарт распространяется на простые горизонтальные и вертикальные, в том числе кантуемые (черт.1, 2); универсальные (черт.3) поворотные делительные столы с ручным и механизированным приводом поворота планшайбы, с механической, оптической, индуктивной системами отсчета угловых координат, устройствами цифровой индикации (ЦИ) и числового программного управления (ЧПУ), классов точности А и С, для координатно-расточных, координатно-шлифовальных станков, координатных сверлильно-фрезерно-расточных станков, изготовляемых для народного хозяйства и экспорта.
Стандарт устанавливает основные размеры и нормы точности простых и универсальных поворотных делительных столов, обеспечивает взаимозаменяемость и техническую совместимость.
1. ОСНОВНЫЕ РАЗМЕРЫ
1. ОСНОВНЫЕ РАЗМЕРЫ
Основные размеры столов должны соответствовать указанным на черт.1, 2, 3 и в табл.1.
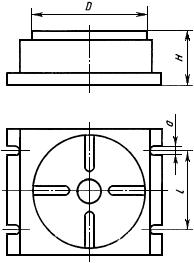
Черт.1
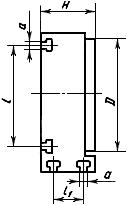
Черт.2
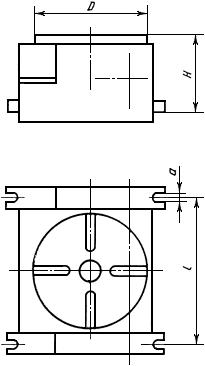
Черт.3
Размеры ![]() и
и ![]() , кратные расстоянию между Т-образными пазами, и
, кратные расстоянию между Т-образными пазами, и ![]() , выбираются в соответствии с ГОСТ 6464, ГОСТ 27218 и ГОСТ 27491 по согласованию с потребителем.
, выбираются в соответствии с ГОСТ 6464, ГОСТ 27218 и ГОСТ 27491 по согласованию с потребителем.
Таблица 1
мм
Высота | |||||
Диаметр планшайбы | простого с системой отсчета угловых координат, не более | универсального, с системой отсчета угловых координат, | |||
механической | оптической, индуктивной | с устройством ЦИ и ЧПУ | механической, индуктивной | оптической, | |
160 | 100 | 125 | 200 | 200 | 220 |
200 | 110 | 125 | 200 | 200 | 250 |
250 | 125 | 160 | 220 | 250 | 280 |
320 | 140 | 180 | 240 | 280 | 320 |
400 | 160 | 210 | 265 | 320 | 360 |
500 | 180 | 220 | 290 | 360 | 400 |
630 | 200 | 250 | 315 | 400 | 480 |
800 | 220 | 280 | 340 | 450 | 600 |
1000 | 250 | 300 | 365 | 500 | 710 |
1250 | 280 | 340 | 390 | 530 | 750 |
2. ТОЧНОСТЬ СТОЛА
2.1. Общие требования к испытаниям столов на точность, к методам проверки и средствам измерения - по ГОСТ 8; ГОСТ 22267-76; ГОСТ 25889.2; ГОСТ 27843 и настоящему стандарту.
2.2. Точность столов проверяется в закрепленном состоянии на контрольном стенде или на столе координатно-расточного или координатно-шлифовального станка соответствующего класса точности.
Универсальные столы устанавливаются по контрольной кромке или боковой поверхности направляющего паза стола стенда или станка.
2.3. Проверка по пп.2.6 и 2.8 для универсальных столов проводят и при вертикальном расположении рабочей поверхности стола.
При испытаниях столов можно проводить не все проверки, включенные в настоящий стандарт. По согласованию с изготовителем потребитель может выбрать проверки, которые характеризуют интересующие его свойства, но эти проверки должны быть четко определены при заказе столов.
2.4. Нормы точности столов не должны превышать значений, указанных в пп.2.5-2.12.
2.5. Прямолинейность рабочей поверхности планшайбы стола
Черт.4
Черт.5
Черт.6
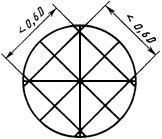
Черт.7
Таблица 2
| Допуск, мкм, для столов классов точности | |
А | С | |
До 320 | 6 | 4 |
" 500 | 8 | 5 |
" 500 " 800 | 10 | 6 |
" 800 " 1250 | 12 | 8 |
Измерения - по ГОСТ 22267, разд.4, методы 3, 4 и 6 (черт.4, 5, 6).
При проверке универсальных столов планшайбу располагают в горизонтальном положении.
Измерения проводят в направлениях указанных на черт.7. Расстояние между точками измерений не более 0,08...0,12 длины измерения и не менее 50 мм.
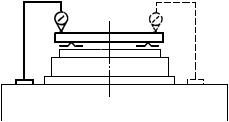
2.6. Торцовое биение рабочей поверхности планшайбы стола
Черт.8
Таблица 3
| Допуск, мкм, для столов классов точности | |
А | С | |
До 320 | 6 | 4 |
" 500 | 8 | 5 |
" 500 " 800 | 10 | 6 |
" 800 " 1250 | 12 | 8 |
Измерение - по ГОСТ 22267, разд.13, метод 1 (черт.8). Измерительный наконечник должен отстоять от оси вращения планшайбы стола на расстоянии не менее 0,4![]() .
.
В точках измерения между планшайбой и измерительным наконечником прибора допускается располагать концевую меру длины (плитку).
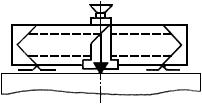
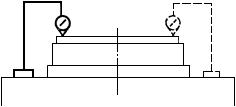
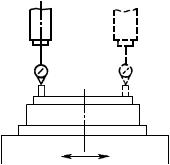
2.7. Параллельность рабочей поверхности планшайбы основанию стола
Черт.9
Черт.10
Таблица 4
| Допуск, мкм, для столов класса точности | |
А | С | |
До 320 | 5 | 3 |
" 500 | 6 | 4 |
" 500 " 800 | 8 | 5 |
" 800 " 1250 | 10 | 6 |
Измерение - по ГОСТ 25889.2, метод 1 (черт.9), если проверку проводят на столе станка, то допускается измерения проводить по ГОСТ 22267, разд.6, метод 1б (черт.10). В этом случае измерительный прибор закрепляют на шпинделе станка, а стол станка перемещают.
Измерения проводят в средней части планшайбы вдоль продольной (поперечной) оси стола.
Для универсальных столов проверку в плоскости, перпендикулярной к оси наклона стола, не проводят.
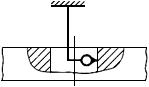
2.8. Радиальное биение центрирующего отверстия планшайбы стола:![]() ) конического, у поверхности планшайбы;
) конического, у поверхности планшайбы;![]() ) конического, на расстоянии
) конического, на расстоянии ![]() 100 мм;
100 мм;![]() ) цилиндрического.
) цилиндрического.
Черт.11
Черт.12
Таблица 5
| Номер проверки | Допуск, мкм, для столов классов точности | |
А | С | ||
До 500 | 2.8. | 5 | 3 |
6 | 4 | ||
Св. 500 до 800 | 2.8. | 6 | 4 |
8 | 5 | ||
Св. 800 до 1250 | 2.8. | 8 | 5 |
10 | 6 | ||
Измерение - по ГОСТ 22267, разд.15, методы 1 и 2 (черт.11 и 12).
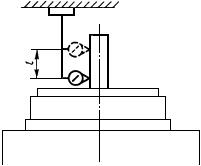
2.9. Перпендикулярность оси наклона планшайбы к контрольной кромке (пазу) стола в горизонтальной плоскости (для универсальных столов)
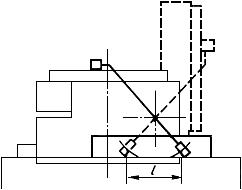
Черт.13
Таблица 6
| Допуск, мкм, для столов классов точности | |
А | С | |
До 320 | 4 | 2,5 |
" 500 | 5 | 3 |
" 500 " 800 | 6 | 4 |
" 800 " 1250 | 8 | 5 |
Измерение - по ГОСТ 22267, разд.10, метод 5 (черт.13).
Длина измерения ![]() определяется конструкцией стола.
определяется конструкцией стола.
Допускается производить проверку в соответствии со схемой измерения черт.14.
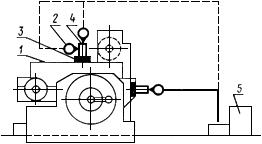
Черт.14
На рабочей поверхности стенда или стола станка устанавливается угольник (вспомогательная линейка, брусок) 5 перпендикулярно к кромке (среднему пазу) стола или параллельно поперечному ходу стола (станка). На планшайбе 1 стола, находящейся в горизонтальном положении, с помощью показывающего прибора 2 и двух регулируемых опор 3 (плоскопараллельных концевых мер длины) одинаковой высоты устанавливают и закрепляют поверочную линейку 4 перпендикулярно к контрольной кромке (ходу) стола и параллельно поверхности планшайбы.
При длине линейки св. 500 мм опоры следует устанавливать в точках, удаленных от концов линейки на 2/9 ее длины.
Планшайбу устанавливают в вертикальное положение и закрепляют.
Показывающий прибор 2 перемещают вдоль оси наклона стола, касаясь основанием соответствующей грани угольника (вспомогательной линейки, бруска), его измерительный наконечник касается при этом верхней грани линейки перпендикулярно ей.
Измерение производят на длине ![]() 0,75
0,75![]() .
.
Отклонение равно наибольшей алгебраической разности показаний прибора на длине измерения.
2.10. Параллельность оси наклона планшайбы стола к основанию в вертикальной плоскости (для универсальных столов)
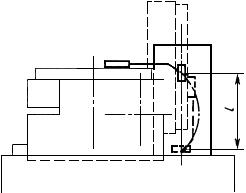
Черт.15
Таблица 7
| Допуск, мкм, для столов классов точности | |
А | С | |
До 320 | 4 | 2,5 |
" 500 | 5 | 3 |
" 500 " 800 | 6 | 4 |
" 800 " 1250 | 8 | 5 |
Измерения - по ГОСТ 22267, разд.7, метод 3 (черт.15). Длина измерения ![]() определяется конструкцией стола.
определяется конструкцией стола.
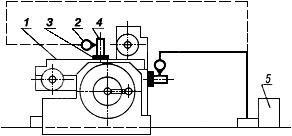
Черт.16
Допускается проводить проверку по черт.16. Измерения проводят по проверке 2.9. Показывающий прибор 2 касается боковой грани линейки перпендикулярно ей.
Измерения проводят на длине ![]() 0,75
0,75![]() .
.
Отклонение равно наибольшей алгебраической разности показаний прибора на длине измерения.
2.11. Точность углов поворота планшайбы (для столов без ЧПУ) или точность углового позиционирования планшайбы (для столов с ЧПУ)
2.11.1. Для столов без ЧПУ
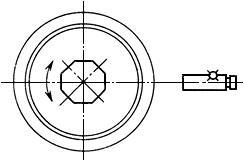
Черт.17
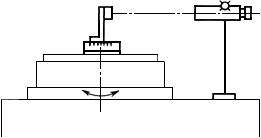
Черт.18
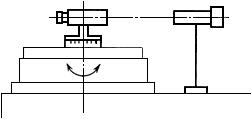
Черт.19
Таблица 8
| Допуск в угловых секундах для столов классов точности | |
А | С | |
До 500 | ±6 | ±3 |
Св. 500 " 1250 | ±5 | ±2,5 |
Измерение - по ГОСТ 22267, разд.20, методы 1, 2, 3 (черт.17, 18, 19).
Погрешность углов поворота есть алгебраическая величина (со знаком) и равна наибольшей по абсолютной величине разности фактического и номинального углов поворота.
2.11.2. Для столов, управляемых от ЧПУ:![]() ) точность двустороннего позиционирования -
) точность двустороннего позиционирования - ![]() ;
;![]() ) повторяемость двустороннего позиционирования -
) повторяемость двустороннего позиционирования - ![]()
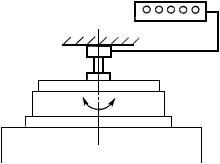
Черт.20
Таблица 9
| Допуск, в угловых секундах, для столов классов точности | |||
А | С | |||
|
|
|
| |
До 500 | 20 | 12 | 12 | 8 |
Св. 500 " 1250 | 16 | 10 | 10 | 6 |
Измерение - по ГОСТ 27843, разд.3, методы 5, 6, 7 (черт.17, 18, 20).
Количество контрольных точек на один полный поворот стола должно быть не менее 16.
При приемосдаточных испытаниях допускается проводить проверку согласно п.2.11.1, но с выходом в заданные точки в режиме автоматического позиционирования. Допуски в этом случае принимаются по табл.8.
2.12. Точность установки угла планшайбы
2.12.1. Для столов без ЧПУ
Черт.21
Черт.22
Таблица 10
| Допуск в угловых секундах для столов классов точности | |
А | С | |
До 500 | ±8 | ±4 |
Св. 500 " 1250 | ±6 | ±3 |
Измерения - по ГОСТ 22267, разд.20, метод 2, или с помощью оптического квадранта, или с помощью фотоэлектрического углового преобразователя с цифровой индикацией (черт.21 и 22). Стол наклоняют с интервалом 15° на угол от 0° до 90°.
Погрешность установки угла наклона есть алгебраическая величина (со знаком) и равна наибольшей по абсолютной величине разности фактического и номинального углов наклона.
2.12.2. Для столов, управляемых от ЧПУ:![]() ) точность двустороннего позиционирования -
) точность двустороннего позиционирования - ![]() ;
;![]() ) повторяемость двустороннего позиционирования -
) повторяемость двустороннего позиционирования - ![]() .
.
Черт.23
Таблица 11
| Допуск в угловых секундах для столов классов точности | |||
А | С | |||
|
|
|
| |
До 500 | 25 | 15 | 15 | 10 |
Св. 500 " 1250 | 19 | 12 | 12 | 7 |
Измерение - по ГОСТ 27843. При приемосдаточных испытаниях допускается проводить проверку согласно п.2.12.1, но с выходом в заданные точки в режиме автоматического позиционирования. Допуски в этом случае принимаются по табл.10.