ГОСТ 1584-87
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ УНИВЕРСАЛЬНО-ЗАТОЧНЫЕ
Нормы точности
Universal tool-grinding machines. Standards of accuracy
ОКП 38 1361
Срок действия с 01.01.89
до 01.01.94*
для станков класса точности А с 01.01.90*
_______________________________
* Ограничение срока действия снято по протоколу N 3-93
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 5/6, 1993 год). -
Примечание изготовителя базы данных.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
В.С.Васильев, д-р техн. наук; А.Н.Байков, канд. техн. наук; Н.Ф.Хлебалин, д-р техн. наук; Г.М.Фатеев, канд. техн. наук; Ю.И.Варварова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 16.12.87 N 4547
3. Срок проверки - 1992 г., периодичность проверки - 5 лет
4. ВЗАМЕН ГОСТ 1584-75
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8-82 | 1.1 |
ГОСТ 2789-73 | 2.8 |
ГОСТ 22267-76 | 1.2; 1.3-1.13; 2.7 |
ГОСТ 25443-82 | 2.1 |
ГОСТ 25889.1-83 | 2.6 |
ГОСТ 25889.4-86 | 2.6 |
6. ПЕРЕИЗДАНИЕ. Январь 1989 г.
Настоящий стандарт распространяется на универсально-заточные станки с подвижным столом общего назначения классов точности П, В и А.
1. ТОЧНОСТЬ СТАНКА
1. ТОЧНОСТЬ СТАНКА
1.1. Общие требования к испытаниям станков на точность - по ГОСТ 8-82.
Нормы точности станков не должны превышать значений, указанных в пп.1.2-1.13.
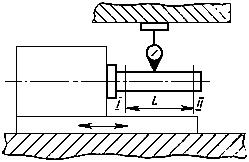
1.2. Параллельность рабочей поверхности стола продольному перемещению стола и поперечному перемещению шлифовальной головки или стола
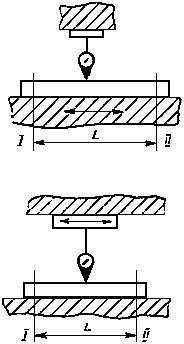
Черт.1
Таблица 1
Наибольшая длина перемещения, мм | Допуск, мкм, для станков класса точности | ||
П | В | А | |
До 160 | 10 | 6 | 4 |
" 250 | 12 | 8 | 5 |
250 " 400 | 16 | 10 | 6 |
400 " 630 | 20 | 12 | 8 |
630 " 1000 | 25 | 16 | 10 |
Измерение - по ГОСТ 22267-76, разд.6 , методы 1a, 2a (черт.1).
1.3. Параллельность направляющей боковой стороны паза стола продольному перемещению стола при наличии жесткой фиксации стола, или, при ее отсутствии, прямолинейность направляющей боковой стороны паза стола
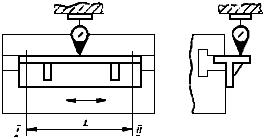
Черт.2
Таблица 2
Наибольшая длина перемещения, мм | Допуск, мкм, для станков класса точности | ||
П | В | А | |
До 160 | 6 | 4 | 2,5 |
Св. 160 " 250 | 8 | 5 | 3 |
250 " 400 | 10 | 6 | 4 |
400 " 630 | 12 | 8 | 5 |
630 " 1000 | 16 | 10 | 6 |
1.3.1. Измерение параллельности - по ГОСТ 22267-76, разд.6, метод 1в (черт.2).
При ширине Т-образного паза меньшей или равной 14 мм поверочную линейку не применять.
1.3.2. Измерение прямолинейности
На неподвижной части станка укрепляют измерительный прибор так, чтобы его измерительный наконечник касался направляющей боковой стороны паза стола.
Стол устанавливают таким образом, чтобы показания измерительного прибора по концам паза были одинаковыми.
Стол перемещают на всю длину хода.
Отклонение равно наибольшей алгебраической разности показаний измерительного прибора на длине хода.
1.4. Перпендикулярность поперечного перемещения стола или шлифовальной головки продольному перемещению стола
Черт.3
Таблица 3
Наибольшая длина перемещения, мм | Допуск, мкм, для станков класса точности | ||
П | В | А | |
До 160 | 20 | 12 | 8 |
" 250 | 25 | 16 | 10 |
250 " 400 | 32 | 20 | 12 |
Измерение - по ГОСТ 22267-76, разд.8, метод 1 (черт.3).
Поверочный угольник устанавливают на рабочую поверхность стола.
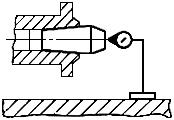
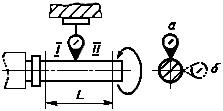
1.5. Радиальное биение конического отверстия шлифовального шпинделя:
1) у торца шпинделя;
2) на расстоянии ![]()
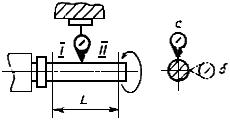
Черт.4
Таблица 4
Наибольший диаметр изделия, устанавливаемого в центровых бабках, мм | Номер проверки |
| Допуск, мкм, для станков класса точности | ||
П | В | А | |||
До 160 | 1.5.1 | - | 4 | 2,5 | 1,5 |
1.5.2 | 150 | 6 | 4 | 2,5 | |
" 250 | 1.5.1 | - | 5 | 3 | 2 |
1.5.2 | 200 | 8 | 5 | 3 | |
250 " 400 | 1.5.1 | - | 6 | 4 | 2,5 |
1.5.2 | 300 | 10 | 6 | 4 | |
Измерение - по ГОСТ 22267-76, разд.15, метод 2 (черт.4).
1.6. Осевое биение:
1) шлифовального шпинделя;
2) шпинделя универсальной бабки
Черт.5
Таблица 5
Наибольший диаметр изделия, устанавливаемого в центровых бабках, мм | Допуск, мкм, для станков класса точности | ||
П | В | А | |
До 160 | 3 | 2 | 1,2 |
" 250 | 4 | 2,5 | 1,5 |
250 " 400 | 5 | 3 | 2 |
Измерение - по ГОСТ 22267-76, разд.17, метод 1 (черт.5).
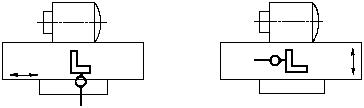
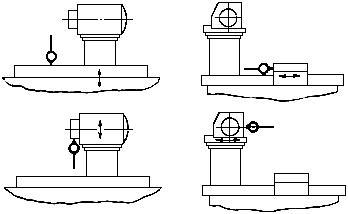
1.7. Перпендикулярность вертикального перемещения шлифовальной головки (стола) к рабочей поверхности стола в направлениях продольного и поперечного перемещения стола
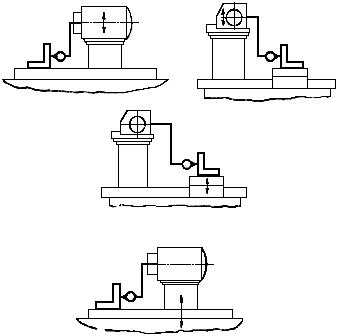
Черт.6
Таблица 6
Наибольшая длина перемещения, мм | Допуск, мкм, для станков класса точности | ||
П | В | А | |
До 160 | 20 | 12 | 8 |
" 250 | 25 | 16 | 10 |
250 " 400 | 32 | 20 | 12 |
Измерение - по ГОСТ 22267-76, разд.8, метод 1 (черт.6).
1.8. Одновысотность расположения оси шлифовального шпинделя относительно рабочей поверхности стола при повороте шлифовальной головки вокруг вертикальной оси
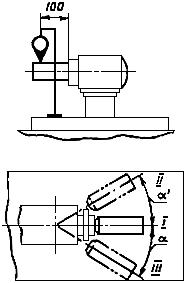
Черт.7
Таблица 7
Наибольший диаметр изделия, устанавливаемого | Допуск, мкм, для станков класса точности | ||
П | В | А | |
До 160 | 12 | 8 | 5 |
Св. 160 " 250 | 16 | 10 | 6 |
250 " 400 | 20 | 12 | 8 |
Измерение - по ГОСТ 22267-76, разд.23, метод 1 (черт.7).
1.9. Параллельность оси шлифовального шпинделя направлению продольного перемещения стола в вертикальной плоскости (для станков с неповоротной в вертикальной плоскости шлифовальной головкой или с устройством для ее жесткой фиксации)
Черт.8
Таблица 8
Наибольший диаметр изделия, устанавливаемого в центровых бабках, мм |
| Допуск, мкм, для станков класса точности | ||
П | В | А | ||
До 160 | 150 | 10 | 6 | 4 |
" 250 | 200 | 12 | 8 | 5 |
250 " 400 | 300 | 16 | 10 | 6 |
Свободный конец оправки может отклоняться только вверх и к шлифовальному кругу | ||||
Измерение - по ГОСТ 22267-76, разд.7, метод 1 (черт.8).
1.10. Радиальное биение конического отверстия шпинделя универсальной бабки:
1) у торца шпинделя;
2) на расстоянии ![]()
Черт.9
Таблица 9
Наибольший диаметр изделия, устанавливаемого в центровых бабках, мм | Номер проверки |
| Допуск, мкм, для станков класса точности | ||
П | В | А | |||
До 160 | 1.10.1 | - | 4 | 2,5 | 1,5 |
1.10.2 | 150 | 6 | 4 | 2,5 | |
" 250 | 1.10.1 | - | 5 | 3 | 2 |
1.10.2 | 200 | 8 | 5 | 3 | |
250 " 400 | 1.10.1 | - | 6 | 4 | 2,5 |
1.10.2 | 300 | 10 | 6 | 4 | |
Измерение - по ГОСТ 22267-76, разд.15, метод 2 (черт. 9).
1.11. Параллельность оси отверстия пиноли передней, задней и оси шпинделя универсальной бабок направлению продольного перемещения стола:
1) в вертикальной плоскости;
2) в горизонтальной плоскости
Черт.10
Таблица 10
Наибольший диаметр изделия, устанавливаемого в центровых бабках, мм | Номер проверки |
| Допуск, мкм, для станков класса точности | ||
П | В | А | |||
До 160 | 1.11.1 | 75 | 8 | 5 | 3 |
1.11.2 | 5 | 3 | 2 | ||
" 250 | 1.11.1 | 150 | 10 | 6 | 4 |
1.11.2 | 6 | 4 | 2,5 | ||
" 250 " 400 | 1.11.1 | 200 | 12 | 8 | 5 |
1.11.2 | 8 | 5 | 3 | ||
Свободный конец оправки может отклоняться только вверх и к шлифовальному кругу | |||||
Измерение - по ГОСТ 22267-76, разд.6, метод 3б (черт.10).
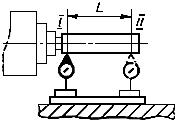
1.12. Параллельность оси, проходящей через центры передней (универсальной) и задней бабок, направлению продольного перемещения стола в вертикальной и горизонтальной плоскостях
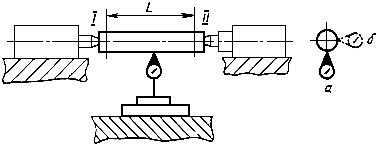
Черт.11
Таблица 11
Наибольшая длина перемещения, мм | Допуск, мкм, для станков класса точности | ||
П | В | А | |
До 160 | 6 | 4 | 2,5 |
Св. 160 " 250 | 8 | 5 | 3 |
250 " 400 | 10 | 6 | 4 |
400 " 630 | 12 | 8 | 5 |
630 " 1000 | 16 | 10 | 6 |
Измерение - по ГОСТ 22267-76, разд.6, метод 3а (черт.11).
1.13. Точность наименьшего номинального перемещения рабочего органа при ручной или импульсной подаче:
1) в поперечном направлении;
2) в вертикальном направлении
Черт.12
Таблица 12
Номер проверки | Наименьшее номинальное перемещение, мкм, для станков класса точности | ||
П | В | А | |
1.13.1 | 2; 2,5 | 1 | 0,5 |
1.13.2 | 5 | 2,5 | 1,5 |
Таблица 13
Наибольший диаметр изделия, устанавливаемого в центровых бабках, мм | Номер проверки | Допуск, мкм, для станков класса точности | ||
П | В | А | ||
До 160 | 1.13.1 | 1,5 | 1 | 0,5 |
1.13.2 | 2,5 | 1,5 | 1 | |
Св. 160 | 1.13.1 | 2 | 1,2 | 0,8 |
1.13.2 | 3 | 2 | 1,2 | |
Измерение - по ГОСТ 22267-76, разд.21, метод 1 (черт.12).
2. ТОЧНОСТЬ ОБРАЗЦОВ-ИЗДЕЛИЙ
2.1. Общие технические требования к образцам-изделиям - по ГОСТ 25443-82.
2.2. Нормы точности образцов-изделий не должны превышать значений, указанных в пп.2.6-2.8.
2.3. Форма и размеры образцов-изделий должны соответствовать указанным на черт.13 и 14.
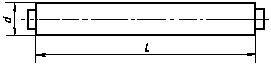
![]() ,
, ![]() ,
,
где ![]() и
и ![]() - соответственно диаметр и длина шлифуемой поверхности образца-изделия;
- соответственно диаметр и длина шлифуемой поверхности образца-изделия;![]() - наибольший диаметр изделия, устанавливаемого в центровых бабках
- наибольший диаметр изделия, устанавливаемого в центровых бабках
Черт.13

![]() ,
, ![]() ,
, ![]() ,
,
где ![]() и
и ![]() - соответственно длина и ширина шлифуемой поверхности образца-изделия;
- соответственно длина и ширина шлифуемой поверхности образца-изделия;![]() - наибольший диаметр изделия, устанавливаемого в центровых бабках;
- наибольший диаметр изделия, устанавливаемого в центровых бабках;![]() - высота образца-изделия;
- высота образца-изделия;
Черт.14
2.4. Материал образцов-изделий
Материал образца-изделия для проверки 2.6 (черт.13) - инструментальная быстрорежущая сталь твердость 60...64 HRC![]() .
.
Материал образца-изделия для проверки 2.7 (черт.14) - закаленная быстрорежущая сталь твердость 60...66 HRC![]() .
.
Материал образца-изделия для проверки 2.8 при работе алмазным кругом - твердый сплав.
2.5. Условия обработки образцов-изделий
В эксплуатационных документах станка должны содержаться следующие данные для проверок:
способ установки и крепления образца-изделия;
скорость и глубина резания;
окружная скорость или частота вращения образца-изделия;
окружная скорость или частота вращения шлифовального круга;
скорость перемещения стола;
качество, количество охлаждающей жидкости.
2.6. Точность наружной цилиндрической поверхности образцов-изделий (см. черт.13):
1) постоянство диаметра в продольном сечении;
2) постоянство диаметра в поперечном сечении;
3) круглость
Таблица 14
Наибольший диаметр изделия устанавливаемого в центровых бабках, мм | Номер проверки | Допуск, мкм, для станков класса точности | ||
П | В | А | ||
До 160 | 2.6.1 | 5 | 3 | 2 |
2.6.2 | 3 | - | - | |
2.6.3 | - | 1 | 0,6 | |
Св. 160 " 250 | 2.6.1 | 6 | 4 | 2,5 |
2.6.2 | 4 | 2,5 | 1,5 | |
2.6.3 | - | 1,2 | 0,8 | |
250 " 400 | 2.6.1 | 8 | 5 | 3 |
2.6.2 | 5 | 3 | 2 | |
2.6.3 | - | 1,5 | 1 | |
Постоянство диаметра в продольном сечении - по ГОСТ 25889.4-86.
Постоянство диаметра в поперечном сечении:
После чистовой обработки образца-изделия проверяют постоянство диаметра в поперечных сечениях.
Число поперечных сечений должно быть не менее трех при отношении ![]() и не менее пяти при отношении
и не менее пяти при отношении ![]() .
.
Постоянство диаметра в поперечном сечении определяют по трем диаметрально равномерно расположенным сечениям.
Для каждого поперечного сечения определяют наибольшую разность диаметров образца-изделия.
Отклонение от постоянства диаметра в поперечном сечении равно наибольшей из полученных в отдельных продольных сечениях разностей между наибольшим и наименьшим диаметрами образца-изделия.
Круглость - по ГОСТ 25889.1-83
2.7. Плоскостность поверхности образца-изделия, обработанной торцем круга
Таблица 15
Наибольшая длина измерения, мм | Допуск, мкм, для станков класса точности | ||
П | В | А | |
До 100 | 4 | 2,5 | 1,5 |
Св. 100 " 160 | 5 | 3 | 2 |
160 " 250 | 6 | 4 | 2,5 |
250 " 400 | 8 | 5 | 3 |
Выпуклость не допускается | |||
Измерение после чистовой обработки образца-изделия торцом круга - по ГОСТ 22267-76, разд.4, метод 3 (черт.14).
Число продольных сечений два, число поперечных сечений три, которые равномерно расположены по поверхности. По диагонали измерений не производят.
Измерение плоскостности производят в отдельных точках продольного сечения с шагом в продольном сечении равном ![]() и с шагом в поперечном сечении равном
и с шагом в поперечном сечении равном ![]()
2.8. Шероховатость обработанной поверхности образцов-изделий
Таблица 16
Вид обработки | Параметр шероховатости | ||
П | В | А | |
Шлифование абразивным кругом | 0,63 | 0,32 | 0,16 |
Шлифование алмазным кругом | 0,16 | 0,08 | 0,04 |
Проверку шероховатости обработанной поверхности производят при помощи универсальных средств контроля шероховатости поверхности или по образцам сравнения для классов точности П, В и А.