ГОСТ 14333-79
Группа Г47
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ВАЛЬЦЫ РЕЗИНООБРАБАТЫВАЮЩИЕ
Общие технические условия
Rubber working mills. General specifications
ОКП 36 2221
Дата введения 1981-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством химического и нефтяного машиностроения СССР
РАЗРАБОТЧИКИ
А.П.Полывяный, И.Ф.Килиевич, Г.С.Кришко, В.И.Барчан (руководитель темы), Н.И.Носкова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного Комитета СССР по стандартам от 10.05.79 N 1664
3. Стандарт полностью соответствует СТ СЭВ 1643-79 и СТ СЭВ 5992-87
4. ВЗАМЕН ГОСТ 14333-73
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 2.601-95 | 4.2, 8.1 |
ГОСТ 9.014-78 | 7.8 |
ГОСТ 9.032-74 | 2.14, 6.7 |
ГОСТ 12.1.003-83 | 3.2 |
ГОСТ 12.1.026-80 | 6.11 |
ГОСТ 12.1.028-80 | 6.11 |
ГОСТ 12.2.045-94 | 3.1 |
ГОСТ 427-75 | 6.6 |
ГОСТ 2789-73 | 2.11 |
ГОСТ 2991-85 | 7.4, 7.6, 7.7 |
ГОСТ 2999-75 | 6.4 |
ГОСТ 9013-59 | 6.4 |
ГОСТ 10198-91 | 7.4 |
ГОСТ 12971-67 | 7.1 |
ГОСТ 14192-96 | 7.2 |
ГОСТ 14202-69 | 2.14, 6.7 |
ГОСТ 15150-69 | 2.15, 7.9, 7.10 |
ГОСТ 19300-86 | 6.5 |
ГОСТ 23170-78 | 7.3 |
ГОСТ 23216-78 | 7.3, 7.9, 7.10 |
ГОСТ 24634-81 | 7.4 |
ГОСТ 25347-82 | 1.3 |
ТУ 2-034-225-87 | 6.1 |
ТУ 25-06-845-76 | 6.4 |
6. Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
7. ПЕРЕИЗДАНИЕ (сентябрь 1999 г.) с Изменениями N 1, 2, 3, утвержденными в июне 1981 г., январе 1985 г., апреле 1988 г. (ИУС 9-81, 4-85, 7-88)
Настоящий стандарт распространяется на резинообрабатывающие вальцы, предназначенные для приготовления, листования, рафинирования и подогрева резиновых смесей; пластикации и промывки каучука; дробления и размалывания старой резины.
Стандарт полностью соответствует СТ СЭВ 1643-79 и СТ СЭВ 5992-87.
Стандарт устанавливает требования к резинообрабатывающим вальцам, изготовляемым для нужд народного хозяйства и экспорта в страны с умеренным климатом.
(Измененная редакция, Изм. N 1, 2, 3).
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Резинообрабатывающие вальцы должны изготовляться следующих типов:
Др - дробильные;
Пд - подогревательные;
Пр - промывные;
Рз - размалывающие;
Рф - рафинирующие;
См - смесительные;
См-Пд - смесительно-подогревательные;
Лб - лабораторные.
1.2. Вальцы должны изготовляться в следующих исполнениях:
индивидуальные - все типы с левым или правым расположением привода;
агрегатные - смесительные и подогревательные с длиной рабочей части валков 2100 мм, состоящие из двух или трех вальцов, с левым или правым расположением привода;
агрегатные-подогревательные и рафинирующие с длиной рабочей части валков 800 мм, состоящие из двух вальцов с приводом, расположенным посередине.
Допускается изготовление вальцов с длиной рабочей части валков 200 мм с индивидуальным приводом на каждый валок, и подогревательных вальцов с длиной рабочей части валков 320 мм с приводом, расположенным под валками.
1.3. Основные параметры и размеры вальцов должны соответствовать указанным на чертеже и в табл.1.
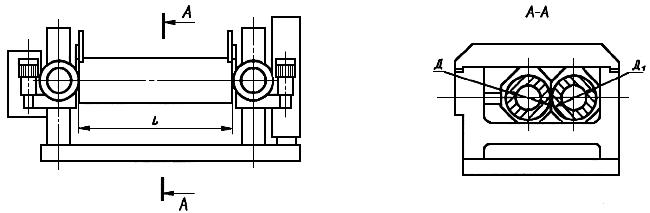
Примечание. Чертеж не определяет конструкцию вальцов.
Таблица 1
Типоразмер вальцов | Фрикция | Длина рабочей части валков, | Диаметр рабочей части валков, мм (пред. откл. ±0,5 мм) | Расчетное распорное усилие на 1 см длины рабочей части валков, H (кгс), не более | Макси- мальная нагрузка подшип- ника валков, кН | Удельный расход электроэнергии | Масса, т, не более** | Примечание | ||
перед- него | зад- него | кВт·ч/кг, не более | кВт·ч/л, не более | |||||||
Лб | 1:1,06; 1:1,20; 1:1,35 | 100 | 50 | 50 | 2000 (200) | - | - | - | 0,60 | Для производства лабораторных работ |
Лб | От 1:1,00 до 1:4,00 (бесступен- | 200 | 100 | 100 | 4000 (400) | 20 | - | - | 2,50 | |
Лб | 1:1,07; 1:1,17; 1:1,27; 1:1,51 | 320 | 160 | 160 | 4000 (400) | 100 | 2,10 | - | 2,30 | |
Пд | 1:1,25 | 0,155 | - | 1,40 | Для повышения пластичности и подогрева резиновых смесей | |||||
Пд | 630 | 315 | 315 | 11000 (1100) | 350 | 0,41 | - | 5,0 | ||
Пд | 1:1,29 | 800 | 550 | 550 | 12500 (1250) | - | 0,83 | - | 14,45 | |
Пд | - | 0,75 | - | 26,61 | ||||||
Пд | 1:1,27 | 800 | 560 | 560 | 18000 (1800) | 1200 | 0,90 | - | 23,07 | |
Пд | 1:1,28 | 1500 | 660 | 660 | 15000 (1500) | 1300 | - | 0,15-5,00 | 23,0 | |
Пд | 1:1,22 | 2100 | 1800 | - | 0,12-0,21 | 27,73 | ||||
Пд | - | 0,23-0,41 | 61,40 | |||||||
Пд |
| - | 0,29-0,52 | 87,16 | ||||||
Рф | 1:2,55 | 800 | 490 | 610 | 12500 | - | 0,92 | - | 14,85 | Для очистки регенерата и резиновых смесей от посторонних включений |
Рф | 0,80 | - | 26,71 | |||||||
Др | 0,23 | - | 15,50 | Для дробления старой резины в производстве регенерата | ||||||
Др | 1:3,08 | 550 | 550 | 13000 | 0,16 | - | 30,94 | |||
Др | 1:3,25 | 710 | 710 | 20000 (2000) | 0,13 | - | 50,63 | |||
Пр | 1:1,39 | 550 | 550 | 12500 (1250) | 0,04 | - | 14,94 | Для промывки каучука водой | ||
Рз | 1:4,00 | 0,27 | - | 20,25 | Для размола отходов резины | |||||
См | 1:1,11 | 0,87 | - | 14,40 | Для смешения каучука с различными ингредиентами и листования резиновых смесей | |||||
См | 1:1,27 | 560 | 560 | 18000 (1800) | 1200 | 0,25 | - | 23,07 | ||
См | 1:1,07 | 1500 | 660 | 660 | 15000 (1500) | 1300 | - | 0,15-5,00 | 24,39 | |
См | 1:1,07 или 1,07:1 (переклю- | - | 0,56-1,12 | 40,00 | ||||||
См | 1:1,08 | 710 | 710 | 20000 (2000) | - | - | 0,57-4,81 | 53,30 | ||
См | 1:1,07 | 2100 | 660 | 660 | 15000 (1500) | 1800 | - | 0,43-1,25 | 25,34 | |
См | - | 0,85-2,45 | 61,34 | |||||||
См | - | 1,08-3,13 | 87,10 | |||||||
См | 1:1,07 или 1,07:1 (переклю- | - | 0,43-1,25 | 49,00 | ||||||
См | 1:1,07 | 2100 | 800 | 800 | 18000 | - | - | 1,00-2,00 | 59,30 | |
См-Пд | 1:1,14 | 1500 | 660 | 660 | 15000 (1500) | 1300 | - | 0,15-5,00 | 24,39 | Для пластикации каучука, смешения его с различными ингредиентами, подогрева резиновых смесей |
* Для вновь разрабатываемых и модернизируемых вальцов. | ||||||||||
Примечание. Дробильные вальцы Др ![]() выпускают до серийного производства вальцов Др
выпускают до серийного производства вальцов Др ![]() .
.
(Измененная редакция, Изм. N 2, 3).
1.3а. По требованию потребителя допускается изготовление вальцов с параметрами и размерами, указанными в табл.2.
Таблица 2
Диаметр рабочей части валков, мм | Длина рабочей части валков, мм | Максимальная нагрузка подшипника валков, кН | Расчетное распорное усилие на 1 см длины рабочей части валков, кН |
100 | 200 | 20 | 2,00 |
125 | 250 | 40 | 3,20 |
160 | 320 | 100 | 6,25 |
200 | 400 | 200 | 10,00 |
225 | 450 | 250 | 11,11 |
315 | 630 | 350 | 11,11 |
400 | 1000 | 600 | 12,00 |
560 | 800 | 1200 | 30,00 |
560 | 1500 | 1200 | 16,00 |
660 | 900 | 1800 | 40,00 |
660 | 1500 | 1300 | 17,33 |
660 | 2100 | 1800 | 17,14 |
710 | 2500 | 2400 | 19,20 |
(Введен дополнительно, Изм. N 3).
1.4. Структурная схема условного обозначения вальцов и примеры написания его приведены в приложении.
(Измененная редакция, Изм. N 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Резинообрабатывающие вальцы следует изготовлять в соответствии с требованиями настоящего стандарта по техническим условиям на конкретные типоразмеры вальцов и по рабочим чертежам, утвержденным в установленном порядке.
(Измененная редакция, Изм. N 2).
2.2. Работа всех подвижных соединений должна быть плавной (без заеданий) во всех диапазонах перемещений.
Вальцы могут изготовляться с индивидуальным приводом правого и левого исполнений. Агрегаты вальцов с длиной рабочей части валков свыше 800 мм должны изготовляться с общим приводом правого и левого исполнений или с приводом, расположенным посередине.
2.3. Конструкция вальцов должна обеспечивать механизированное и ручное регулирование зазора между валками в требуемом диапазоне.
Допускается изготовление вальцов с длиной рабочей части валков 100 мм только с ручным регулированием зазора.
По требованию потребителя допускается изготовление вальцов с длиной рабочей части валков 800 мм с ручным регулированием зазора.
2.2, 2.3. (Измененная редакция, Изм. N 1).
2.4. Механизмы регулирования зазора между валками должны иметь указатели его величины.
2.5. Конструкция лабораторных вальцов с длиной рабочей части валков 200 и 320 мм должна предусматривать установку прибора для определения распорных усилий.
2.6. Конструкция вальцов типов См, См-Пд, Пд с диаметром рабочей части валков 660 мм и длиной рабочей части валков 1500 и 2100 мм должна предусматривать механизированную регулировку рабочего зазора между валками под нагрузкой без остановки вальцов.
2.7. Конструкция вальцов типов См и Пд с длиной рабочей части валков 630; 800; 1500 и 2100 мм должна предусматривать ножи для срезания резиновой ленты с возможностью их установки с правой или левой стороны вальцов.
2.8. Конструкция вальцов типов См и Пд с длиной рабочей части валков 1500 и 2100 мм должна обеспечивать установку приспособления для перемешивания и охлаждения резиновой смеси.
2.9. Смазка валковых подшипников вальцов с длиной рабочей части валков более 630 мм должна быть централизованной.
2.10. Твердость рабочей поверхности валков с длиной рабочей части 100; 200 и 320 мм должна быть HRC 50...55, валков с длиной рабочей части 630 и 800 мм - HRC 44...55, валков с длиной рабочей части 1500, 2100 мм - HRC 42...55.
2.11. Параметр шероховатости рабочей поверхности валков по ГОСТ 2789: ![]() мкм - для гладких,
мкм - для гладких, ![]() мкм - для рифленых на рабочей части валка,
мкм - для рифленых на рабочей части валка, ![]() (
(![]() ) мкм на рифах.
) мкм на рифах.
2.12. Фундаментные плиты, станины или траверсы должны иметь базовые обработанные поверхности размером не менее 200х50 мм для установки контрольного прибора при выверке горизонтальности вальцов на фундаменте.
2.13. В фундаментных плитах с внутренними пустотами, подлежащими заполнению бетонной смесью, должны быть предусмотрены отверстия диаметром не менее 70 мм для подачи бетонной смеси во время подливки.
Число и расположение отверстий должны обеспечивать заполнение внутренних пустот.
2.14. Окраска вальцов в собранном виде не должна быть ниже V класса для наружных поверхностей и VI класса для внутренних поверхностей по ГОСТ 9.032. Окраска трубопроводов - по ГОСТ 14202.
Поверхности деталей или изделие в целом, подлежащее окраске, должны быть тщательно очищены от коррозии, окалины, сварочных брызг, формовочной земли, грязи, жировых и масляных пятен.
Масленки и крышки отверстий для заполнения масла вручную должны быть окрашены в ярко-красный цвет маслостойкой краской или обозначены соответствующими символами.
Комплектующие устройства окрашиваются под цвет машины по мере необходимости.
Внутренние поверхности кожухов, корпусов, редукторов, необработанные поверхности шестерен, подвергаемые коррозии, должны быть окрашены в красный цвет маслостойкой краской.
Вальцы окрашивают стойкой к окружающей среде краской.
(Измененная редакция, Изм. N 1).
2.15. Климатическое исполнение вальцов - УХЛ4 по ГОСТ 15150.
2.16. Наработка на отказ, не менее:
2900 ч - для типоразмера Лб ![]() П;
П;
3600 ч " " Пд ![]() ;
;
3200 ч " " Пд ![]() Л;
Л;
2300 ч - для остальных типоразмеров.
Установленная безотказная наработка, не менее:
1800 ч - для типоразмера Лб ![]() П;
П;
1950 ч - для типоразмера Пд ![]() , Пд
, Пд ![]() Л;
Л;
1100 ч - для остальных типоразмеров.
Значения установленного ресурса до капитального ремонта и среднего времени восстановления должны соответствовать указанным в табл.3.
Таблица 3
Типоразмер вальцов | Установленный ресурс до капитального ремонта, ч, не менее | Среднее время восстановления, |
Лб | 26000 | 4,00 |
Лб | ||
Лб | 25000 | 3,00 |
Пд | 41000 | |
Пд | 2,75 | |
Пд | 35000 | 4,00 |
Пд | ||
Пд | ||
Пд | 35000 | 3,00 |
Пд | 8,50 | |
Пд | ||
Пд | ||
Рф | 4,00 | |
Рф | ||
Др | 26000 | |
Др | ||
Др | ||
Пр | 35000 | |
Рз | ||
См | ||
См | ||
См | 3,00 | |
См | 8,50 | |
См | ||
См | ||
См | ||
См | ||
См | 12,00 | |
См | ||
См-Пд | 3,00 |
(Измененная редакция, Изм. N 3).
2.17, 2.18. (Исключены, Изм. N 2).
2.19. Конструкция и расположение механизмов и сборочных единиц вальцов должны обеспечивать свободный доступ к предохранительным и аварийным остановочным устройствам.
2.20. По требованию потребителя в схеме управления вальцами должно быть предусмотрено устройство, отключающее при отсутствии смазки главный привод.
2.21. Требования к материалам, комплектующим изделиям и литым заготовкам
2.21.1. Отливки должны быть очищены от формовочной земли и пригара. В полостях отливок, служащих резервуарами для смазочных систем, а также для нагрева и охлаждения, пригар не допускается.
2.21.2. Размеры дефектов отливок, допускаемых к исправлению, а также методы их исправления должны обеспечивать пригодность исправленных отливок к эксплуатации и соответствие отливок требованиям, предъявляемым к их внешнему виду.
2.22. Требования к механической обработке
2.22.1. Обработанные поверхности вальцов не должны иметь заусенцев, задиров, вмятин и других механических повреждений, ухудшающих внешний вид и снижающих эксплуатационные качества деталей.
2.22.2. В местах переходов посадочных (опорных) шеек к рабочей части валов, осей, валков и роликов не допускаются трещины, надрезы и другие дефекты, снижающие прочностные характеристики этих деталей.
2.23. Требования к сборке
2.23.1. Детали, поступающие на сборку, должны быть промыты и очищены от загрязнения, масла и антикоррозионной смазки. Перед сборкой все внутренние поверхности трубопроводов должны быть тщательно очищены.
2.23.2. На наружных поверхностях собранных вальцов высота выступа конца болта над гайкой не должна составлять более 0,5 диаметра резьбы.
(Измененная редакция, Изм. N 2).
2.19-2.23.2. (Введены дополнительно, Изм. N 1).
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
3.1. Резинообрабатывающие вальцы должны соответствовать требованиям ГОСТ 12.2.045.
(Измененная редакция, Изм. N 2).
3.2. Уровни шума, создаваемые вальцами на рабочих местах, не должны превышать норм, установленных ГОСТ 12.1.003. Конкретные значения уровней звукового давления в октавных полосах частот должны быть установлены в технических условиях на конкретные типоразмеры вальцов.
3.3. Для аварийной остановки вальцов должны быть предусмотрены аварийные устройства, устанавливаемые с передней и задней стороны вальцов.
Вальцы с длиной рабочей части валков более 630 мм должны иметь аварийные устройства штангового типа, регулируемые по высоте, срабатывающие при нажатии на штангу в сторону валка.
Вальцы с длиной рабочей части валков до 630 мм включительно должны иметь верхнее аварийное устройство в виде балансирной рамки, обеспечивающей отключение вальцов с передней и задней сторон, и нижние аварийные устройства, устанавливаемые с передней и задней сторон.
3.4. Расстояние от уровня пола до штанги аварийного устройства должно быть в пределах 900-1200 мм.
Кратчайшее расстояние от штанги аварийного устройства до образующей валка должно быть в пределах 300-500 мм.
3.5. Высота расположения балансирной рамки должна быть в пределах 1500-1700 мм от уровня пола.
3.6. Расстояние от уровня пола до оси валков должно быть:
1150-1200 мм - для вальцов с длиной рабочей части валков 100; 200; 320; 630; 800 (См и Пд); 1500 и 2100 мм;
900-1200 мм - для остальных вальцов с длиной рабочей части валков 800 мм.
3.7. Путь торможения валков после аварийного останова незагруженных вальцов не должен превышать 0,25 оборота валка при максимальной скорости.
3.8. После аварийного останова вальцов, имеющих электромеханический привод механизма регулирования зазора, должна осуществляться автоматическая раздвижка валков не менее чем на 25 мм со скоростью не менее рабочей скорости регулирования зазора.
3.9. Механизм регулирования зазора между валками должен иметь предохранительные устройства, исключающие поломку вальцов при перегрузке.
3.10. В схеме управления пуском агрегатов вальцов должны быть предусмотрены:
предпусковая предупредительная звуковая и световая сигнализация, сблокированная с пусковым устройством и предшествующая пуску вальцов;
световая сигнализация об исправности выключателей аварийных устройств;
блокировка по пуску или останову вальцов при установке их в линии с резиносмесителями.
3.11. Привод вальцов должен быть реверсивным. Время работы в обратном направлении определяется временем нажатия соответствующей кнопки.
3.12. Вальцы должны иметь устройства, ограничивающие растекание резиновой массы вдоль валков.
3.13. Конструкция фундаментных плит вальцов не должна мешать работе вальцовщика.
3.14. Открытые вращающиеся валы, муфты и зубчатые колеса должны быть закрыты кожухами или неподвижными ограждениями.
3.15. Электродвигатели, электроаппаратура, электропроводка и прочие электротехнические устройства вальцов должны соответствовать требованиям действующих "Правил устройства электроустановок", "Правил технической эксплуатации электроустановок потребителей" и "Правил техники безопасности при эксплуатации электроустановок потребителей"*, утвержденных Госэнергонадзором.
______________
* На территории Российской Федерации действуют "Межотраслевых Правил по охране труда (правила безопасности) при эксплуатации электроустановок" (ПОТ Р М-016-2001, РД 153-34.0-03.150-00). - Примечание.
3.16. Для обеспечения безопасного транспортирования, монтажа, демонтажа, ремонта вальцов и крупногабаритных составных частей и деталей, имеющих неудобную для зачаливания конфигурацию, должны быть предусмотрены приливы, рым-болты, отверстия.
4. КОМПЛЕКТНОСТЬ
4.1. В комплект вальцов должны входить:
запасные части быстроизнашивающихся деталей по ведомости ЗИП для обеспечения работы вальцов в течение гарантийного срока;
специальный инструмент по ведомости ЗИП;
приспособление для перемешивания и охлаждения резиновой смеси к вальцам типов СМ и Пд с длиной рабочей части валков 1500 и 2100 мм (по требованию потребителя).
4.2. К вальцам должна быть приложена следующая эксплуатационная документация по ГОСТ 2.601*:
________________
* На территории Российской Федерации действует ГОСТ 2.601-2006. Здесь и далее по тексту. - Примечание.
паспорт (формуляр) с инструкциями по монтажу и эксплуатации;
паспорта (формуляры) на комплектующие изделия согласно перечню, прилагаемому к паспорту на вальцы, и инструкции по их монтажу и эксплуатации;
кроме того, к вальцам должны быть приложены следующие документы:
сборочные чертежи и спецификации вальцов и основных сборочных единиц;
план размещения фундаментных болтов, если он не приведен на сборочном чертеже вальцов;
схемы электропривода и автоматики;
чертежи быстроизнашивающихся деталей резинообрабатывающих вальцов, изготовляемых для нужд народного хозяйства.
(Измененная редакция, Изм. N 2).
5. ПРАВИЛА ПРИЕМКИ
5.1. Вальцы должны быть подвергнуты приемо-сдаточным и периодическим испытаниям.
5.2. Приемо-сдаточным испытаниям подвергают каждые вальцы.
Периодическим испытаниям подвергают одни вальцы не реже одного раза в три года на предприятии-потребителе в соответствии с техническими условиями на конкретные типоразмеры вальцов.
5.3. Обкатку вальцов на холостом ходу при приемо-сдаточных и периодических испытаниях проводят в течение 2 ч.
5.4. Перед проведением приемо-сдаточных испытаний должно проверяться:
соответствие требованиям пп.2.1; 2.4; 2.5; 2.7-2.14;
работа механизма регулирования зазора между валками;
зазор между валками;
зазор между передними валковыми подшипниками и траверсами;
боковой зазор между зубьями приводных шестерен.
5.5. В процессе приемо-сдаточных испытаний должны проверяться:
работа аварийного устройства;
система смазки валковых подшипников;
герметичность редуктора и кожуха приводных зубчатых колес;
мощность, потребляемая электродвигателями;
шумовая характеристика (в количестве одних вальцов из каждой партии до 10 шт.);
работа всех механизмов;
перемещение передвижных частей;
плавность работы вальцов, в том числе приводных и фрикционных шестерен.
6. МЕТОДЫ ИСПЫТАНИЙ
6.1. Требования п.2.1 проверяют на соответствие рабочим чертежам, утвержденным в установленном порядке.
Зазор между валками, зазоры между передними валковыми подшипниками и траверсами, а также боковой зазор между зубьями приводных шестерен должны проверяться щупом по ТУ 2-034-225 класса точности 2, длиной 100 мм.
Допускается применение других инструментов по классу, не ниже указанного.
(Измененная редакция, Изм. N 2).
6.2. Требования пп.2.2; 2.3; 2.6 проверяют опробованием в работе.
Работа механизма регулирования зазора между валками должна проверяться путем двух-трехкратного сближения и раздвижки валков.
6.3. Требования пп.2.4; 2.5; 2.7; 2.8; 2.9 проверяют внешним осмотром.
6.4. Требования п.2.10 проверяют по ГОСТ 9013 и ГОСТ 2999 с применением приборов ТРП и ТВП по ТУ 25-06-845.
Допускается применение приборов для измерения твердости металлов методом упругого отскока.
6.5. Требования п.2.11 проверяют профилометром по ГОСТ 19300 с унифицированной электронной системой, типа А группы II.
Допускается применение других приборов по классу, не ниже указанного.
6.6. Требования пп.2.12; 2.13 проверяют внешним осмотром и при помощи линейки 0-300 по ГОСТ 427.
6.7. Требования п.2.14 проверяют:
классы окраски - по ГОСТ 9.032;
окраску трубопроводов - по ГОСТ 14202.
6.8. Работа аварийного устройства должна проверяться:
измерением значения инерционного проворота валка с момента включения аварийного устройства. Путь торможения должен соответствовать требованиям п.3.7;
измерением значения зазора, полученного при автоматической раздвижке валков. Значение зазора (п.3.8) контролируют визуально по показаниям шкал, установленным на механизмах регулирования зазора между валками.
6.9. Работа централизованной системы смазки валковых подшипников (п.2.9) должна проверяться визуально по наличию смазочного материала после подачи его в смазываемые точки.
6.10. Нагрузку электродвигателей вальцов (п.1.3) определяют потребляемыми мощностью или током.
Замер нагрузки производят соответственно ваттметром (киловаттметром) или амперметром, класс точности которых не должен быть ниже 2,5.
При работе вальцов на холостом ходу нагрузка электродвигателей не должна превышать 15% номинальной мощности или 50% номинального тока.
6.11. Определение шумовой характеристики (п.3.2) - по ГОСТ 12.1.026* или по ГОСТ 12.1.028** по способу, указанному в технических условиях на конкретные типоразмеры вальцов.
_______________
* На территории Российской Федерации действует ГОСТ Р 51401-99;
** На территории Российской Федерации действует ГОСТ Р 51402-99. - Примечание.
(Измененная редакция, Изм. N 2).
6.12. Проверка показателей надежности должна быть установлена в технических условиях на конкретные типоразмеры вальцов.
(Введен дополнительно, Изм. N 2).
7. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
7.1. На видном месте каждых резинообрабатывающих вальцов должна быть прикреплена табличка, изготовленная по ГОСТ 12971 и содержащая следующие данные:
товарный знак предприятия-изготовителя (при наличии);
условное обозначение вальцов;
порядковый номер вальцов по системе нумерации предприятия-изготовителя;
год выпуска;
надпись "Сделано в ... (страна-изготовитель) (только для экспорта).
Допускается помещать на табличке обозначение или индекс вальцов, а для вальцов, изготовляемых для нужд народного хозяйства - наименование предприятия-изготовителя, месяц выпуска вальцов, клеймо ОТК предприятия-изготовителя.
(Измененная редакция, Изм. N 2, 3).
7.2. На каждое грузовое место должна быть нанесена транспортная маркировка по ГОСТ 14192 и техническим условиям на конкретные типоразмеры вальцов.
7.3. Упаковка резинообрабатывающих вальцов по ГОСТ 23170, покупных комплектующих изделий - по ГОСТ 23216 и техническим условиям на конкретные типоразмеры вальцов.
Срок консервации - 3 года.
7.4. Ящики для упаковки резинообрабатывающих вальцов - по ГОСТ 2991 и ГОСТ 10198, а для экспорта - по ГОСТ 24634.
7.5. Для предотвращения самопроизвольного перемещения упакованных резинообрабатывающих вальцов, а также их частей и комплектующих изделий внутри тары они должны быть закреплены болтами (шпильками) или брусьями.
7.6. Приборы, снятые с резинообрабатывающих вальцов для транспортирования, должны быть помещены в плотные ящики по ГОСТ 2991.
7.7. Запасные части и инструмент, отправляемые с резинообрабатывающими вальцами, должны быть упакованы в ящик по ГОСТ 2991, который должен быть уложен в первый упаковочный ящик.
Допускается укладывать запасные части и инструмент непосредственно в ящик совместно с мелкими частями резинообрабатывающих вальцов.
7.8. Техническая документация, отправляемая с резинообрабатывающими вальцами, должна быть помещена в первый упаковочный ящик.
Вариант внутренней упаковки технической документации не должен быть ниже ВУ-3 по ГОСТ 9.014.
Допускается вариант внутренней упаковки технической документации ВУ-1 по ГОСТ 9.014 для вальцов, изготовляемых для нужд народного хозяйства.
7.9. Резинообрабатывающие вальцы транспортируют железнодорожным, автомобильным и речным видами транспорта в соответствии с действующими правилами на этих видах транспорта.
Условия транспортирования резинообрабатывающих вальцов - 8 (ОЖ3) по ГОСТ 15150, покупных комплектующих изделий - по ГОСТ 23216 и техническим условиям на конкретные типоразмеры вальцов.
7.10. Условия хранения резинообрабатывающих вальцов - 2 (С) по ГОСТ 15150, покупных комплектующих изделий - по ГОСТ 23216 и техническим условиям на конкретные типоразмеры вальцов.
Допускаются условия хранения лабораторных вальцов - 1 (Л) по ГОСТ 15150.
7.2-7.10. (Измененная редакция, Изм. N 2).
8. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
8.1. Изготовитель должен гарантировать соответствие вальцов требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации, установленных настоящим стандартом и эксплуатационной документацией по ГОСТ 2.601.
8.2. Гарантийный срок эксплуатации вальцов:
18 месяцев - с гладкими валками с длиной рабочей части 200; 320 (Пд); 630; 800 и 2100 мм (привод индивидуальный);
9 месяцев - с рифлеными валками;
12 месяцев - остальных.
Гарантийный срок исчисляют со дня ввода вальцов в эксплуатацию.
ПРИЛОЖЕНИЕ (справочное). СТРУКТУРНАЯ СХЕМА УСЛОВНОГО ОБОЗНАЧЕНИЯ РЕЗИНООБРАБАТЫВАЮЩИХ ВАЛЬЦОВ И АГРЕГАТОВ ИЗ НИХ ДЛЯ НАПИСАНИЯ В ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ, ПРИ ЗАКАЗЕ И НА ТАБЛИЧКЕ
ПРИЛОЖЕНИЕ
Справочное
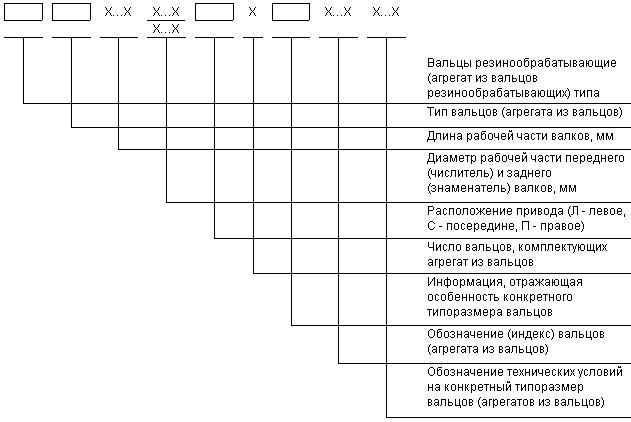
Пример наименования для написания в технической документации резинообрабатывающих вальцов типа Пд с длиной рабочей части валков 2100 мм, диаметрами рабочей части переднего и заднего валков 660 мм, с левым расположением привода:
Вальцы резинообрабатывающие типа Пд ![]() Л
Л
То же, с длиной рабочей части валков 320 мм, диаметрами рабочей части переднего и заднего валков 160 мм, с приводом, расположенным под валками:
Вальцы резинообрабатывающие типа Пд ![]()
То же, типа См-Пд с длиной рабочей части валков 1500 мм, диаметрами переднего и заднего валков 660 мм, с левым расположением привода:
Вальцы резинообрабатывающие типа См-Пд ![]() Л
Л
То же, типа См с переключаемой фрикцией:
Вальцы резинообрабатывающие типа См ![]() Л с переключаемой фрикцией.
Л с переключаемой фрикцией.
То же, агрегата из резинообрабатывающих вальцов типа Рф, состоящего из двух вальцов с длиной рабочей части валков 800 мм, с диаметрами рабочей части переднего валка 490 мм и заднего - 610 мм, с приводом, расположенным посередине:
Агрегат из вальцов резинообрабатывающих типа Рф ![]() С2.
С2.
Пример условного обозначения при заказе резинообрабатывающих вальцов типа Пд с длиной рабочей части валков 2100 мм, диаметрами рабочей части переднего и заднего валков 660 мм, с левым расположением привода:
Вальцы резинообрабатывающие типа Пд ![]() Л индекс ХХХХХХ, ТУ...
Л индекс ХХХХХХ, ТУ...
То же, на табличке:
Вальцы Пд ![]() Л
Л
(Введено дополнительно, Изм. N 2).