ГОСТ 13821-77
Группа Е65
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ВЫПРЯМИТЕЛИ ОДНОПОСТОВЫЕ С ПАДАЮЩИМИ ВНЕШНИМИ ХАРАКТЕРИСТИКАМИ ДЛЯ ДУГОВОЙ СВАРКИ
Общие технические условия
Single-operator rectifiers with falling external characteristics for arc welding. General specifications
МКС 29.200
ОКП 34 4184
Дата введения 1978-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством электротехнической промышленности
РАЗРАБОТЧИКИ
А.А.Кузнецов (руководитель темы), И.Н.Кондратенко, А.Ф.Гарбуль, А.Л.Рывкин, А.А.Иванов
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 15.02.77 N 387
3. Стандарт полностью соответствует СТ СЭВ 4669-84
4. В стандарт введен международный стандарт ИСО 700-82*
________________
* Доступ к международным и зарубежным документам, упомянутым здесь и далее по тексту, можно получить перейдя по ссылке на сайт http://shop.cntd.ru. - Примечание изготовителя базы данных.
5. ВЗАМЕН ГОСТ 13821-68
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта | |
ГОСТ 2.601-95 | 3.1 | |
ГОСТ 4.140-85 | 2.27 | |
ГОСТ 12.1.035-81 | 6.19 | |
ГОСТ 12.2.007.0-75 | 4.2 | |
ГОСТ 12.2.007.8-75 | 1.3, 4.1 | |
ГОСТ 12.3.003-86 | 8.1 | |
ГОСТ 1516.2-97 | 6.3 | |
ГОСТ 2933-93 | 6.3 | |
ГОСТ 8213-75 | 6.14б | |
ГОСТ 8865-93 | 2.16 | |
ГОСТ 11828-86 | 6.9 | |
ГОСТ 12969-67 | 7.1 | |
ГОСТ 14192-96 | 7.5 | |
ГОСТ 14254-96 | 4.2, 6.17, 7.1 | |
ГОСТ 15150-69 | 1.5, 2.2, 7.7, 7.8 | |
ГОСТ 15963-79 | 2.1, 6.21, 7.1 | |
ГОСТ 16504-81 | 5.4 | |
ГОСТ 16842-82 | 6.18 | |
ГОСТ 16962-71 | 6.15, 6.16 | |
ГОСТ 17494-87 | 6.17 | |
ГОСТ 17516-72 | 2.24 | |
ГОСТ 18620-86 | 6.22, 7.1 | |
ГОСТ 22261-94 | 2.6, 6.1 | |
ГОСТ 23216-78 | 7.4, 7.7 | |
Нормы 8-72* | 6.18 | |
СН 245-71** | 4.4 | |
__________________
* На территории Российской Федерации документ не действует. Действуют Нормы N 8-95, здесь и далее по тексту.
** На территории Российской Федерации документ не действует. Действуют СП 2.2.1.1312-03 (Постановление Главного государственного санитарного врача РФ от 30.04.03 N 89), здесь и далее по тексту. - Примечания изготовителя базы данных.
7. Ограничение срока действия снято по протоколу N 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
8. ИЗДАНИЕ (апрель 2006 г.) с Изменениями N 1, 2, 3, 4, 5, утвержденными в феврале 1980 г., марте 1982 г., октябре 1983 г., апреле 1985 г., декабре 1987 г. (ИУС N 4-80, 6-82, 2-84, 7-85, 3-88)
Настоящий стандарт распространяется на однопостовые выпрямители с падающими внешними характеристиками для питания одной дуги при ручной сварке, при полуавтоматической и автоматической сварке под флюсом, общего назначения, а также предназначенные для экспорта.
Стандарт не распространяется на выпрямители, работающие под водой, в шахтах, рудниках, космосе, а также бытового назначения.
(Измененная редакция, Изм. N 1, 5).
1. ИСПОЛНЕНИЯ И ОСНОВНЫЕ ПАРАМЕТРЫ
1. ИСПОЛНЕНИЯ И ОСНОВНЫЕ ПАРАМЕТРЫ
1.1. Выпрямители следует изготовлять следующих исполнений:
- для ручной дуговой сварки;
- для полуавтоматической и автоматической дуговой сварки под флюсом;
- для ручной, полуавтоматической и автоматической дуговой сварки под флюсом на номинальный сварочный ток 500 А.
1.2. Основные параметры выпрямителей для ручной дуговой сварки при номинальном напряжении сети должны соответствовать указанным в табл.1.
Таблица 1
Номинальный сварочный ток, А | Номинальное рабочее напряжение, В | Минимальный сварочный ток, А, не более | Минимальное рабочее напряжение, В, не более | Номинальный режим работы ПН, %* |
125 | 25 | 25 | 21 | 20, 35, 60 |
160 | 26 | 30 | ||
200 | 28 | 40 | 22 | |
250 | 30 | 45 | ||
315 | 32 | 50 | 22 | 60 |
400 | 36 | 80 | 23 | |
500 | 40 | 100 | 24 | |
________________ | ||||
Примечание. Значение минимального сварочного тока, указанное в скобках, в новых разработках с 1 января 1986 г. не применять.*
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
(Измененная редакция, Изм. N 4, 5).
1.3. Основные параметры выпрямителей для полуавтоматической и автоматической дуговой сварки под флюсом должны соответствовать указанным в табл.2.
Основные параметры выпрямителей для ручной, полуавтоматической и автоматической сварки на ток 500 А должны соответствовать указанным в табл.2, но при перемежающемся режиме работы и цикле 10 мин.
Таблица 2
Номинальный сварочный ток, А | Номинальное рабочее напряжение, В | Минимальный сварочный ток, А, не более | Минимальное рабочее напряжение, В, не более | Номинальный режим работы ПВ* или ПН**, % |
500 | 46(40) | 100 | 24 | 60 |
630 | 52 | 125 | 25 | |
800 | 56 | 150 | 26 | 100 |
1000 | 300 | |||
1250 | 300 | |||
1600 | 600 | 30 | ||
2000 | 800 | 34 | ||
________________ ** Перемежающийся режим работы при цикле 10 мин без отключения обмотки силового трансформатора выпрямителя от сети во время паузы. | ||||
Примечание. Значение номинального рабочего напряжения, указанное в скобках, в новых разработках применять не допускается. Допускается увеличение номинальных рабочих напряжений при условии, что напряжение холостого хода выпрямителей не превышает значений, установленных ГОСТ 12.2.007.8.
(Измененная редакция, Изм. N 1, 3-5).
1.4. Максимальные значения сварочных токов равны номинальным. Допускается расширять диапазон регулирования сварочного тока и напряжения при соблюдении требований настоящего стандарта.
При максимальном сварочном токе, превышающем номинальное значение, должна быть обеспечена работа выпрямителей при ПН (ПВ) не ниже 35% для выпрямителей с ПН (ПВ)=60% или 100% и не ниже ПН=20% для выпрямителей с ПН=35% и не ниже ПН=15% для выпрямителей с ПН=20%.
(Измененная редакция, Изм. N 4).
1.5. Устанавливается следующая структура условного обозначения выпрямителей:
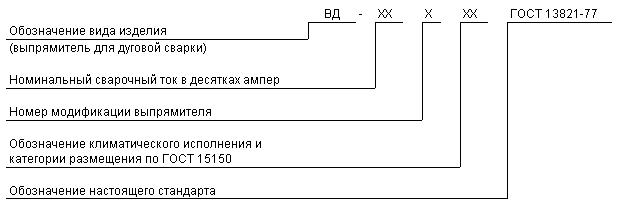
Примечания:
1. Номер модификации выпрямителю присваивает Всесоюзный научно-исследовательский, проектно-конструкторский и технологический институт электросварочного оборудования (ВНИИЭСО) Министерства электротехнической промышленности.
2. Для выпрямителей на токи 125, 315 и 1250 А значения в десятках ампер округляют до 12, 30 и 120.
3. Обозначение настоящего стандарта указывают для выпрямителей, предназначенных для экспорта, а для нужд народного хозяйства - обозначение технических условий на выпрямитель конкретного типа.
(Измененная редакция, Изм. N 1, 2).
1.6. В технических условиях на выпрямитель конкретного типа должны быть указаны масса (или удельная масса) выпрямителя, коэффициент полезного действия и коэффициент применяемости.
(Измененная редакция, Изм. N 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Выпрямители должны быть изготовлены в соответствии с требованиями настоящего стандарта и технических условий на выпрямитель конкретного типа по рабочим чертежам, утвержденным в установленном порядке, а выпрямители, предназначенные для работы в районах с тропическим климатом, кроме того, - по ГОСТ 15963.
(Измененная редакция, Изм. N 2).
2.2. Выпрямители (в том числе предназначенные для экспорта в страны с умеренным климатом) должны быть изготовлены в климатическом исполнении У, категории размещения 3 по ГОСТ 15150, но для работы при нижнем значении температуры до 233 К (минус 40 °С), а выпрямители для полуавтоматической и автоматической дуговой сварки - до 263 К (минус 10 °С).
Тип атмосферы - II по ГОСТ 15150.
Выпрямители, предназначенные для экспорта в страны с тропическим климатом, должны быть изготовлены в климатическом исполнении Т, категории размещения 4 по ГОСТ 15150.
2.3. Номинальное напряжение трехфазной питающей сети частотой 50 Гц должно быть:
220 и 380 В - для выпрямителей на токи до 500 А включ.;
380 В - для выпрямителей на токи 630, 800, 1000, 1250, 1600 и 2000 А.
Номинальное напряжение питающей сети частотой 50 или 60 Гц для выпрямителей, предназначенных на экспорт, должно соответствовать указанному в заказе-наряде.
(Измененная редакция, Изм. N 2-4).
2.4. Выпрямители должны обеспечивать при номинальном напряжении питающей сети легкое зажигание и устойчивое горение дуги во всем диапазоне регулирования сварочного тока, а также при пониженном (на 10%) и повышенном (на 5%) напряжении питающей сети при падении напряжения в соединительных проводах сварочной цепи до 4 В.
2.5. Выпрямители должны иметь устройство для регулирования сварочного тока в пределах, предусмотренных пп.1.2 и 1.3.
Регулирование сварочного тока выпрямителей для ручной дуговой сварки может быть плавным, ступенчатым или плавно ступенчатым. Регулирование сварочного тока выпрямителей для полуавтоматической и автоматической сварки, а также выпрямителей для ручной, полуавтоматической и автоматической сварки на 500 А - плавным или плавно ступенчатым.
При ступенчатом или плавно ступенчатом регулировании и номинальном напряжении сети разность значений токов, соответствующих двум последовательным ступеням (если максимальный ток предыдущей ступени меньше минимального тока последующей), не должна превышать 7,5% большего значения.
Значения рабочих напряжений выпрямителей для ручной дуговой сварки в вольтах определяют зависимостью
![]() ,
,
где ![]() - сварочный ток, А.
- сварочный ток, А.
Значения рабочих напряжений выпрямителей для полуавтоматической и автоматической сварки определяются линейными зависимостями, соответствующими прямым, проходящим через точки минимальной и номинальной нагрузок.
2.6. Регулирующее устройство для плавного и плавно ступенчатого регулирования сварочного тока должно иметь указатель со шкалой, отградуированной в отвлеченных числах, а выпрямители должны быть снабжены виброустойчивым амперметром класса точности не ниже 2,5 по ГОСТ 22261.
Регулирующее устройство при ступенчатом регулировании сварочного тока должно иметь указатель со шкалой, отградуированной в амперах. Погрешность показаний указателя при номинальном напряжении сети и рабочем напряжении, подсчитанном по формуле (п.2.5), не должна выходить за пределы ±10% максимального сварочного тока соответствующей шкалы. Высота цифр на шкале указателя должна быть не менее 5 мм. Допускается применять указатель со шкалой, отградуированной в отвлеченных числах, но при этом выпрямитель должен быть снабжен виброустойчивым амперметром класса точности не ниже 2,5 по ГОСТ 22261.
Примечание. Шкала дистанционного устройства для регулирования тока должна быть выполнена в отвлеченных числах, кроме выпрямителей, дистанционное регулирование которых производят при помощи механизированного привода.
2.7. На шкале указателя, отградуированной в амперах, в зоне сварочных токов, превышающих номинальное значение, должна быть предусмотрена надпись "Перегрузка", указывающая на опасность термической перегрузки.
2.8. Выпрямители для ручной дуговой сварки по конструктивному исполнению допускается изготовлять без дистанционного управления и с дистанционным управлением (включение нагрузки и регулирование сварочного тока).
2.9. В выпрямителях для полуавтоматической и автоматической сварки должна быть предусмотрена возможность дистанционного включения нагрузки и регулирования сварочного тока.
2.10. Выпрямители для ручной, полуавтоматической и автоматической сварки на 500 А должны иметь устройство дистанционного регулирования сварочного тока и включения нагрузки.
2.11. При наличии подсоединяемого к выпрямителю устройства дистанционного управления допускается отсутствие местного управления на самом выпрямителе.
2.12. Сопротивление изоляции выпрямителя в холодном состоянии при нормальных климатических условиях должно быть не менее 2,5 МОм между первичной цепью и корпусом, вторичной цепью и корпусом между первичной и вторичной цепями.
Сопротивление изоляции силового трансформатора и дросселей относительно корпуса, а также между их обмотками в холодном состоянии при нормальных климатических условиях должно быть не менее 10 МОм.
(Измененная редакция, Изм. N 1).
2.13. Изоляция обмоток силового трансформатора и дросселей должна выдерживать в течение 1 мин испытание практически синусоидальным напряжением при частоте 50 Гц, указанным в табл.3.
Таблица 3
Напряжение, В
Место приложения испытательного напряжения | Испытательное напряжение для | |
до 380 включ. | от 380 до 660 | |
Между первичной обмоткой силового трансформатора и корпусом | 2000 | 2500 |
Между вторичной обмоткой силового трансформатора и корпусом | 2000 | 2000 |
Между первичной и вторичной обмотками | 4000 | 4500 |
Между обмотками дросселей и корпусом | 2000 | 2500 |
Между обмотками дросселей | 2000 | 2000 |
(Измененная редакция, Изм. N 4).
2.14. Изоляция первичного контура собранного выпрямителя относительно корпуса должна выдерживать в течение 1 мин испытание практически синусоидальным напряжением 1600 В при частоте 50 Гц. При наличии в цепи элементов, не допускающих испытания напряжением 1600 В, их следует отключать.
2.15. Межвитковая изоляция обмоток силового трансформатора выпрямителя должна выдерживать двойное от номинального значения индуктированное напряжение одной из частот в диапазоне от 100 до 400 Гц.
Длительность выдержки испытательного напряжения при частоте 100 Гц должна составлять 1 мин. При частоте ![]() более 100 Гц время испытания определяют по формуле
более 100 Гц время испытания определяют по формуле
![]() ,
,
но оно не должно быть менее 20 с.
2.16. Предельные превышения температуры обмоток выпрямителя над температурой окружающего воздуха не должны быть более значений, указанных в табл.4.
Таблица 4
Классы изоляции обмоток по ГОСТ 8865 | Предельные превышения температуры, °С, при измерении методом | ||
сопротивления | заложенных и встраиваемых температурных детекторов в наиболее нагретых точках | ||
для многослойных обмоток | для однослойных обмоток | ||
А | 65 | 70 | 70 |
Е | 80 | 85 | 85 |
В | 85 | 95 | 95 |
F | 110 | 120 | 120 |
Н | 135 | 145 | 145 |
С | Превышение температуры ограничивается физическими или электрическими свойствами материала | ||
2.15, 2.16. (Измененная редакция, Изм. N 1).
2.17. При работе выпрямителя в номинальном режиме превышение температуры магнитопровода и других металлических частей над температурой окружающего воздуха в точках, соприкасающихся с обмотками, не должно быть более значений, указанных в табл.4. Превышение температуры других металлических частей, не соприкасающихся с обмотками, не должно достигать значений, которые приводили бы к повреждению изоляционных материалов и покрытий, находящихся в контакте с этими частями.
2.18. Охлаждение диодов (тиристоров) силового выпрямительного блока должно соответствовать требованиям, установленным в стандартах и эксплуатационной документации на диоды (тиристоры).
2.19. При номинальном напряжении сети выпрямители должны обеспечивать стабильность установленного сварочного тока ±5% независимо от нагрева обмоток во всем диапазоне регулирования тока.
2.20. Выпрямители для полуавтоматической и автоматической сварки под флюсом; ручной, полуавтоматической и автоматической сварки под флюсом на 500 А, имеющие устройства стабилизации тока, должны при изменении напряжения питающей сети до 5% обеспечивать точность его поддержания не хуже ±2,5%, при изменении напряжения питающей сети до минус 10% - не хуже ±5%.
Указанная точность поддержания тока должна обеспечиваться для выпрямителей на 800-2000 А во всем диапазоне токов согласно табл.2, а для выпрямителей на 500 и 630 А - с режима от 150 А при напряжении 26 В.
2.19, 2.20. (Измененная редакция, Изм. N 4).
2.21. Напряжения радиопомех, создаваемых сварочными выпрямителями, не должны превышать:
80 дБ | - в | диапазоне | частот | 0,15-0,5 МГц; | ||||||
74 дБ | " | " | " | св. | 0,5 | до | 2,5 МГц; | |||
66 дБ | " | " | " | " | " | 30 МГц. | ||||
2.22. Выпрямители должны иметь пусковую и защитную аппаратуру.
Выпрямители с принудительным охлаждением должны иметь защиту, отключающую силовую цепь при нарушении системы принудительного охлаждения.
2.23. Вентили выпрямительного блока должны выдерживать без повреждения:
а) ток, соответствующий установке регулятора на максимальную нагрузку при номинальном напряжении сети;
б) повторные кратковременные короткие замыкания.
2.24. Условия эксплуатации выпрямителей в части воздействия механических факторов внешней среды - по группе M1 ГОСТ 17516.
2.25. Механическая прочность выпрямителя должна обеспечивать отсутствие повреждений и остаточных деформаций в обмотках, магнитопроводах и подвижных регулирующих частях при условиях, возникающих в процессе сварки, и кратковременных коротких замыканиях.
2.26. Конструкция выпрямителей должна обеспечивать возможность внутрицеховых перемещений.
2.27. Номенклатура показателей надежности - по ГОСТ 4.140. При этом полный средний срок службы выпрямителей при двухсменной работе должен быть не менее пяти лет.
В технических условиях на выпрямитель конкретного типа должны быть указаны критерии отказов и предельных состояний.
(Измененная редакция, Изм. N 5).
3. КОМПЛЕКТНОСТЬ
3.1. В комплект выпрямителя для ручной дуговой сварки и выпрямителя для ручной, полуавтоматической и автоматической сварки на номинальный ток 500 А должны входить:
- маска для защиты электросварщика;
- щиток для защиты электросварщика;
- два электродержателя;
- гибкий провод длиной 3 м;
- выносной пульт дистанционного управления с проводом длиной 10 м для выпрямителей ручной дуговой сварки, конструктивное исполнение которых предусматривает дистанционное управление, и для выпрямителей ручной, полуавтоматической и автоматической сварки на номинальный ток 500 А;
- комплект кабельных наконечников (в случае присоединения проводов посредством болтовых соединений);
- запасные части по ведомости ЗИП.
В комплект выпрямителя для полуавтоматической и автоматической сварки должны входить:
- комплект кабельных наконечников (в случае присоединения проводов посредством болтовых соединений);
- выносной пульт дистанционного управления с проводом длиной 10 м (при отсутствии местного управления на самом выпрямителе);
- запасные части по ведомости ЗИП.
К комплекту выпрямителей следует прикладывать эксплуатационную документацию по ГОСТ 2.601* (паспорт, инструкция по эксплуатации, техническое описание, ведомость ЗИП).
________________
* На территории Российской Федерации действует ГОСТ 2.601-2006. - Примечание изготовителя базы данных.
(Измененная редакция, Изм. N 2).
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
4.1. Требования безопасности к конструкции выпрямителей и изделий, входящих в их комплект, - по ГОСТ 12.2.007.8.
4.2. Степень защиты должна быть по ГОСТ 14254:
- не ниже IP22 - для ручной дуговой сварки и для ручной, полуавтоматической и автоматической сварки на номинальный сварочный ток 500 А;
- не ниже IP21 - для полуавтоматической и автоматической дуговой сварки.
Степень защиты зажимов сварочной цепи с подсоединенными сварочными проводами - не ниже IP11 по ГОСТ 14254. Требования по степени защиты не распространяются на нижнюю часть выпрямителя под его корпусом.
Класс выпрямителя по способу защиты человека от поражения электрическим током - 01 или 1 по ГОСТ 12.2.007.0.
(Измененная редакция, Изм. N 2, 4).
4.3. Конструкция выпрямителя должна иметь болт заземления.
Конструкция зажимов сварочной цепи должна предусматривать возможность подсоединения проводника от заземляющего устройства.
4.4. Температура нагрева оболочки выпрямителей для ручной сварки не должна превышать значений, указанных в СН 245-71. Если по техническим причинам невозможно обеспечить допустимую температуру нагрева, при эксплуатации выпрямителей должны быть предусмотрены мероприятия, обеспечивающие в рабочей зоне сварщика условия микроклимата, соответствующие СН 245-71.
Превышение температуры корпуса выпрямителей для полуавтоматической и автоматической сварки и для ручной, полуавтоматической и автоматической сварки на номинальный сварочный ток 500 А не должно быть более 45 °С.
4.5. Напряжение холостого хода при любом положении регулирующего устройства тока не должно превышать 100 В среднего значения при номинальном напряжении питающей сети и коэффициенте пульсации до 10% и 80 В - при коэффициенте пульсации более 10%.
Пики перенапряжения, связанные с переходными процессами при размыкании сварочной цепи, длительностью не более 0,5 с не учитывают.
(Измененная редакция, Изм. N 4).
4.6. Уровни звукового давления в октавных полосах частот и уровень звука на опорном радиусе 3 м не должны превышать значений, указанных в табл.5.
Таблица 5
Октавные полосы со среднегеометрическими частотами, Гц | 31,5 | 63 | 125 | 250 | 500 | 1000 | 2000 | 4000 | 8000 |
Уровни звукового давления, дБ | 107 | 95 | 87 | 82 | 78 | 75 | 73 | 71 | 69 |
Уровни звука и эквивалентные уровни, дБА | 80 | 80 | 80 | 80 | 80 | 80 | 80 | 80 | 80 |
(Измененная редакция, Изм. N 5).
5. ПРАВИЛА ПРИЕМКИ
5.1. Для проверки соответствия выпрямителей требованиям настоящего стандарта предприятие-изготовитель должно проводить квалификационные, приемосдаточные, периодические и типовые испытания.
(Измененная редакция, Изм. N 1).
5.2. Приемосдаточным испытаниям подвергают каждый выпрямитель на соответствие требованиям пп.1.2, 1.3, 2.5-2.10, 2.12-2.15, 2.22, 3.1, 4.5, 7.1, 7.3-7.5 и рабочим чертежам.
5.3. Периодические испытания проводят не реже одного раза в два года на одном выпрямителе из числа прошедших приемосдаточные испытания. При периодических испытаниях проверяют соответствие выпрямителей требованиям пп.1.2, 1.3, 1.6, 2.2 (в части влагостойкости), 2.4-2.7, 2.16, 2.17, 2.19, 2.20, 2.23, 2.25, 4.1-4.4, 7.1 (в части качества маркировки), а также коэффициент полезного действия. Испытание по п.2.21 проводят на одном образце, при этом выпрямители со встроенной аппаратурой управления полуавтоматами и автоматами испытывают предприятия - изготовители этих автоматов и полуавтоматов.
Если в процессе периодических испытаний выпрямитель не будет соответствовать хотя бы одному требованию настоящего стандарта, проводят повторные испытания по всей программе на двух выпрямителях. Результаты повторных испытаний являются окончательными. Допускается проводить повторные испытания только по показателям, по которым были получены неудовлетворительные результаты.
5.4. Типовые испытания по ГОСТ 16504 проводят на одном выпрямителе по программе периодических испытаний, а также на соответствие требованиям пп.1.6, 2.2, 2.18, 2.27 и 4.6.
Допускается при типовых испытаниях проверять выпрямители только по тем параметрам, на которые внесенные изменения могут оказать влияние.
В этом случае выпрямители следует проверять по программе, составленной предприятием - держателем подлинников конструкторской документации и согласованной с предприятием-изготовителем.
5.3, 5.4. (Измененная редакция, Изм. N 2).
5.5. Квалификационные испытания проводят по программе периодических испытаний, а также на соответствие требованиям пп.2.18 и 4.6.
(Введен дополнительно, Изм. N 1).
6. МЕТОДЫ ИСПЫТАНИЙ
6.1. Электрические величины при квалификационных, типовых и периодических испытаниях следует измерять приборами класса точности не ниже 0,5, а при приемосдаточных испытаниях - приборами класса точности не ниже 1,5 по ГОСТ 22261.
6.2. Соответствие выпрямителей рабочим чертежам, а также требованиям пп.2.1, 2.3, 2.6-2.12, 2.22, 2.26, 3.1, 4.1, 4.3, 7.1, 7.3-7.5 проверяют внешним осмотром и измерительным инструментом.
6.3. Проверка изоляции (пп.2.12-2.14) - по ГОСТ 2933*, а межвитковой изоляции (п.2.15) - по ГОСТ 1516.2.
__________________
* На территории Российской Федерации действует ГОСТ 2933-83.
Проверку по пп.2.12, 2.13 и 2.15 следует проводить до установки трансформатора и дросселей в корпус выпрямителя.
6.4. Работу пусковой аппаратуры (п.2.22), в том числе возможность дистанционного включения нагрузки (пп.2.8-2.10) и аппаратуры, выключающей силовую цепь выпрямителя при остановке двигателя вентилятора (п.2.22), проверяют тремя пробными включениями на холостом ходу.
6.5. При испытаниях выпрямитель следует нагружать на безындуктивное сопротивление. Рабочее напряжение измеряют на сварочных зажимах выпрямителя.
6.6. Работоспособность выпрямителя при приемосдаточных испытаниях проверяют в течение 15 мин (не менее) при продолжительной работе выпрямителя на токе, эквивалентном по нагреву номинальным значениям силы тока и рабочего напряжения (пп.1.2 и 1.3).
(Измененная редакция, Изм. N 1).
6.7. Пределы регулирования сварочного тока (пп.1.2 и 1.3), регулирующего устройства сварочного тока (пп.2.5-2.7), возможность дистанционного управления (пп.2.8-2.10), изоляции выпрямителя (п.2.14) проверяют при приемосдаточных испытаниях после испытания выпрямителя на работоспособность. Соответствие требованиям (пп.1.2, 1.3, 2.5-2.7) при периодических испытаниях проверяют после установившегося теплового состояния выпрямителя. Погрешность шкалы регулирующего устройства тока, отградуированной в амперах, проверяют в двух крайних положениях регулятора и в положении, соответствующем номинальному режиму. Указанные испытания проводят при температуре окружающей среды (298±10) К [(25±10) °С].
6.8. Напряжение холостого хода (п.4.5) проверяют при возможных максимальных его значениях, имеющих место во всем диапазоне регулирования тока.
6.9. Превышение температуры частей выпрямителя над температурой окружающего воздуха (пп.2.16, 2.17 и 4.4) проверяют при номинальном режиме работы (пп.1.2 и 1.3) и установившемся нагретом состоянии выпрямителя по ГОСТ 11828. В случае расширения диапазонов регулирования, предусмотренных п.1.4, проверку проводят также при максимальной нагрузке и соответствующем ей режиме работы.
При перемежающемся и повторно-кратковременном режимах работы максимальные установившиеся температуры определяют измерением их в середине последнего периода нагрузки.
Примечания:
1. Выпрямитель считают в установившемся нагретом состоянии, если температура во всех контролируемых точках не поднимается более чем на 2 °С в течение 1 ч.
2. Основным методом измерения превышения температуры обмоток является метод сопротивления. Метод температурных детекторов допускается использовать только в случаях, когда метод сопротивлений не может быть применен. Не допускается одновременно определять превышение температуры методом сопротивления и методом температурных детекторов.
6.10. Коэффициент полезного действия определяют в номинальном режиме работы выпрямителя при установившемся нагретом состоянии и температуре окружающей среды (298±10) К [(25±10) °С] измерением входной и выходной мощности.
(Измененная редакция, Изм. N 3).
6.11. Стабильность установленного сварочного тока проверяют при нагрузке выпрямителя на постоянное безындуктивное сопротивление, соответствующее номинальному режиму, и номинальном напряжении сети. Изменение установленного сварочного тока определяют при прогреве выпрямителя от холодного состояния до установившегося нагретого состояния.
6.12. Стабилизацию сварочного тока при колебаниях напряжения сети (п.2.20) следует проверять при минимальной и номинальной нагрузках выпрямителя на безындуктивное сопротивление, постоянное для каждого режима.
6.13. Проверку выпрямительного блока (п.2.23) и механической прочности выпрямителя (п.2.25) проводят:
а) выпрямитель в холодном состоянии включают на 10 мин на нагрузку, соответствующую максимальному току при рабочем напряжении на выходных зажимах и номинальном напряжении сети;
б) выпрямитель для ручной дуговой сварки и ручной, полуавтоматической и автоматической сварки на номинальный сварочный ток 500 А, начиная с холодного состояния, в течение 5 мин 60 раз замыкают на сопротивление 8-10 мОм. Длительность замыкания - 2 с, пауза - 3 с. Регулятор устанавливают в положение, соответствующее максимальному току;
в) выпрямитель для полуавтоматической и автоматической сварки в условиях, аналогичных п. 6.13б, замыкают 10 раз в течение 5 мин. Длительность замыкания - 0,3-0,5 с, пауза - не менее 20 с.
После указанных испытаний выпрямитель проверяют внешним осмотром и включением на номинальную нагрузку.
(Измененная редакция, Изм. N 4, 5).
6.14. Проверку выпрямителей на сварку (п.2.4) следует проводить при наплавке на пластины низкоуглеродистой стали при пониженном (на 10%) и повышенном (на 5%) напряжении питающей сети:
а) при проверке выпрямителя для ручной дуговой сварки производят наплавку электродами с основными покрытиями на номинальном, минимальном и максимальном токах или на близких к ним значениях при технологических режимах и диаметрах электродов, соответствующих параметрам выпрямителя. Ток при наплавке выбирают в соответствии со значениями, рекомендованными для данного диаметра предприятием-изготовителем электродов. Наплавляют не менее трех валиков длиной 100 мм;
б) при проверке выпрямителя для полуавтоматической и автоматической сварки производят наплавку по ГОСТ 8213, разд.5. При этом для выпрямителей на 1250 А производят наплавку на токах 300 и 1250 А при соответствующих напряжениях на дуге. Выпрямители на 2000 А проверяют на технологических режимах оборудования, для укомплектования которого они предназначены. Наплавляют не менее пяти валиков длиной 300 мм;
в) проверку выпрямителя для ручной, полуавтоматической и автоматической сварки на номинальный ток 500 А проводят при ручной дуговой сварке и автоматической сварке под флюсом по подпунктам а и б.
6.15. Испытание на воздействие климатических факторов (п.2.2) - по ГОСТ 16962.
При периодических испытаниях выпрямители проверяют на влагоустойчивость по методу 207-1. Сопротивление изоляции после испытания не должно быть менее 0,2 МОм.
При типовых испытаниях проверяют:
- теплоустойчивость при эксплуатации по методу 201-2 при работе в номинальном режиме в течение 4 ч. Для выпрямителей с ПН (ПВ) менее 100% испытания проводят при работе на эквивалентном токе, соответствующем по нагреву режиму ПН (ПВ), равным 100%, и номинальном рабочем напряжении. В конце испытания проверяют пределы регулирования и проводят внешний осмотр выпрямителей;
- холодоустойчивость при эксплуатации по методу 203-1, а при транспортировании и хранении по методу 204-1. Продолжительность испытаний - 4 ч. В конце испытания на холодоустойчивость при эксплуатации проводят внешний осмотр и проверяют пределы регулирования. Испытание на холодоустойчивость при транспортировании и хранении проводят внешним осмотром и проверкой выпрямителя на работоспособность после того, как он достигнет нормальной температуры окружающей среды.
6.16. Испытание на воздействие механических факторов (п.2.24) - по ГОСТ 16962. Выпрямители подвергают испытаниям на вибропрочность по методу 103-2.3 (блоки управления). Испытания проводят в рабочем положении. Длительность испытаний на вибропрочность - 6 ч. После испытаний проводят внешний осмотр и проверяют работоспособность выпрямителей.
6.17. Проверка степени защиты выпрямителя (пп.4.1 и 4.2) - по ГОСТ 14254 и ГОСТ 17494, разд. 2.
6.18. Проверка напряжения радиопомех, создаваемых выпрямителями (п.2.21), - по ГОСТ 16842* и Общесоюзным нормам допускаемых индустриальных радиопомех N 8-72.
__________________
* На территории Российской Федерации действует ГОСТ Р 51320-99.
6.19. Проверка шумовых характеристик выпрямителя (п.4.6) - по ГОСТ 12.1.035.
(Измененная редакция, Изм. N 5).
6.20. Показатели надежности выпрямителей (п.2.27) проверяют по методике Минэлектротехпрома.
6.21. Выпрямители для экспорта в страны с тропическим климатом проверяют по методам, изложенным в стандарте, за исключением испытаний на холодоустойчивость. Проверка электрической прочности изоляции, превышения температуры частей выпрямителей над температурой окружающего воздуха, теплоустойчивости при эксплуатации и влагоустойчивости - по ГОСТ 15963.
6.22. Контроль качества маркировки (п.7.1) - по ГОСТ 18620.
(Измененная редакция, Изм. N 5).
7. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
7.1. На корпусе выпрямителя должна быть укреплена табличка по ГОСТ 12969, а на выпрямителях, предназначенных для экспорта в районы с тропическим климатом, - по ГОСТ 15963, на которой указывают следующие данные по ГОСТ 18620:
- товарный знак предприятия-изготовителя (на табличках выпрямителей, предназначенных для экспорта, допускается указывать товарный знак внешнеторговой организации);
- наименование и тип выпрямителя;
- месяц и год выпуска (для выпрямителей, предназначенных для экспорта, не указывают);
- заводской номер по системе нумерации предприятия-изготовителя;
- степень защиты по ГОСТ 14254;
- код ОКП (для выпрямителей, предназначенных для экспорта, не указывают);
- массу;
- номинальный КПД;
- способ охлаждения;
- обозначение настоящего стандарта (для выпрямителей, предназначенных для экспорта) или технических условий;
- номинальный сварочный ток в амперах;
- номинальный режим работы (ПН или ПВ) в процентах;
- номинальное рабочее напряжение в вольтах;
- пределы регулирования сварочного тока в амперах и соответствующие им пределы рабочего напряжения в вольтах;
- напряжение холостого хода и его предельные значения (если оно меняется при регулировании сварочного тока) в вольтах;
- первичный ток при номинальном сварочном токе в амперах;
- класс изоляции или допустимое превышение температуры в градусах Цельсия;
- характеристики питающей сети: напряжение в вольтах, число фаз, частоту в герцах (для выпрямителей, предназначенных для экспорта).
На таблички выпрямителей, предназначенных для экспорта, дополнительно наносят надпись "Сделано в ... ".
На корпусе выпрямителя с принудительным воздушным охлаждением должны быть указаны направление потока охлаждающего воздуха, оперативные переключения, в том числе переключение диапазонов тока.
Если для регулирования сварочного тока необходимо осуществлять переключения, которые нельзя производить под током, то на выпрямитель должна быть нанесена предостерегающая надпись.
(Измененная редакция, Изм. N 3-5).
7.2. (Исключен, Изм. N 2).
7.3. Эксплуатационная документация на выпрямитель и комплектующие изделия должна быть в упаковке, обеспечивающей ее сохранность при транспортировании и хранении.
7.4. Консервация и упаковка выпрямителя - по ГОСТ 23216.
(Измененная редакция, Изм. N 2).
7.5. Транспортная маркировка - по ГОСТ 14192. На ящиках должны быть указаны манипуляционные знаки, соответствующие надписям: "Верх", "Хрупкое. Осторожно" и "Место строповки". Для ящиков массой менее 200 кг место строповки допускается не указывать.
(Измененная редакция, Изм. N 2, 5).
7.6. При транспортировании выпрямителей в пределах одного города вид упаковки устанавливают по соглашению между потребителем и изготовителем.
7.7. Условия транспортирования выпрямителей в части воздействия механических факторов - С по ГОСТ 23216, а в части воздействия климатических факторов такие же, как условия хранения 7 (Ж1), 4 (Ж2), 9 (ОЖ1) или 6 (ОЖ2) по ГОСТ 15150.
7.8. Условия хранения выпрямителей - 1 (Л) для исполнения У и 3 (ЖЗ) для исполнения Т по ГОСТ 15150 на срок сохраняемости два года для выпрямителей, предназначенных для народного хозяйства, и три года для экспорта без переконсервации.
7.7, 7.8. (Измененная редакция, Изм. N 2).
8. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
8.1. Эксплуатация выпрямителей - по ГОСТ 12.3.003 и эксплуатационной документации, прилагаемой к выпрямителю.
8.2. Запрещается эксплуатировать выпрямители без заземления отдельными проводами корпуса выпрямителя и зажима сварочной цепи, к которому подключают провод, идущий к свариваемому изделию.
9. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
9.1. Предприятие-изготовитель гарантирует соответствие выпрямителей требованиям настоящего стандарта при соблюдении условий транспортирования, эксплуатации и хранения, установленных настоящим стандартом и инструкцией по эксплуатации.
(Измененная редакция, Изм. N 2, 3).
9.2. Гарантийный срок эксплуатации выпрямителей - два года с момента их ввода в эксплуатацию, а для выпрямителей, предназначенных для экспорта, - со дня пересечения Государственной границы.