ГОСТ 13130-83
Группа Г22
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Штампы для листовой штамповки
БЛОКИ
Технические условия
Sheet stamping dies. Die sets. Specifications
ОКП 39 6330
Дата введения 1984-07-01
Постановлением Государственного комитета СССР по стандартам от 22 сентября 1983 г. N 4497 срок введения установлен с 01.07.84
ВНЕСЕНА поправка, опубликованная в ИУС N 10, 1986 г.
Поправка внесена юридическим бюро.
ВЗАМЕН ГОСТ 13117-75, ГОСТ 13123-75, ГОСТ 13130-75, ГОСТ 14675-80, ГОСТ 14679-80
ПЕРЕИЗДАНИЕ. Март 1986 г.
Настоящий стандарт распространяется на блоки, плиты блоков, колонки, втулки, шариковые направляющие узлы для штампов листовой штамповки.
Блоки, плиты блоков, колонки, втулки, шариковые направляющие узлы для штампов листовой штамповки должны удовлетворять всем требованиям ГОСТ 22472-77* и требованиям, изложенным в соответствующих разделах настоящего стандарта.
_______________
* Действует ГОСТ 22472-87. - Примечание.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Блоки, плиты блоков, колонки, втулки, шариковые направляющие узлы должны изготовляться в соответствии с требованиями настоящего стандарта, ГОСТ 13110-83-ГОСТ 13113-83, ГОСТ 13118-83, ГОСТ 13120-83, ГОСТ 13121-83, ГОСТ 13124-83-ГОСТ 13126-83, ГОСТ 14672-83-ГОСТ 14674-83, ГОСТ 14676-83-ГОСТ 14678-83, ГОСТ 21173-83, ГОСТ 21882-83-ГОСТ 21885-83, ГОСТ 25919-83, ГОСТ 25920-83 по рабочим чертежам, утвержденным в установленном порядке.
1.2. Материал деталей блоков приведен в соответствующих стандартах на эти детали.
Материал плит блоков с шариковыми направляющими узлами - сталь марки 40Л по ГОСТ 977-75*. Допускается изготовление плит из других материалов с механическими свойствами не ниже, чем у приведенной марки.
_______________
* Действует ГОСТ 977-88. - Примечание.
1.3. Твердость плит блоков с шариковыми направляющими узлами HRC![]() 30...34.
30...34.
1.4. По наружному контуру опорной поверхности плит должна быть выполнена фаска размером от 1 до 3 мм под углом от 30° до 60° с шероховатостью поверхности ![]() 6,3 мкм.
6,3 мкм.
Допускается неравномерность фаски в пределах этих размеров.
1.5. Для предупреждения выступания деталей штампов за рабочую плоскость плит длину и ширину рабочих плоскостей допускается изготавливать на 2-3 мм больше номинальных размеров за счет уменьшения ширины полок.
1.6. Заходная фаска на отверстиях в плитах для крепления колонок и втулок в зависимости от технологии сборки блоков должна быть не более 1 мм.
1.7. Неуказанные литейные радиусы - 2-6 мм.
1.8. Блоки должны изготавливаться в соответствии с нормами точности по ГОСТ 13139-74:
по 1-му классу точности - блоки по ГОСТ 14672-83-ГОСТ 14674-83;
по 2-му классу точности - блоки по ГОСТ 13124-83, ГОСТ 13126-83, ГОСТ 21882-83, ГОСТ 21883-83, ГОСТ 25919-83;
по 3-му классу точности - блоки по ГОСТ 13124-83-ГОСТ 13126-83, ГОСТ 21173-83.
1.9. Предельные отклонения диаметров направляющих поверхностей колонок и втулок для блоков с направляющими скольжения в зависимости от норм точности блоков по ГОСТ 13139-74 должны соответствовать полю допуска:
для 2-го класса точности - h5 и Н6;
для 3-го класса точности - h6 и Н7.
1.10. Предельные отклонения межосевых расстояний отверстий под направляющие колонки и втулки в комплекте нижних и верхних плит для блоков с направляющими скольжения не должны превышать величин, указанных в таблице.
Межосевые расстояния между направляющими колонками и втулками, мм | Предельные отклонения, мкм |
120 | 10 |
Св. 120 до 180 | 12 |
180 " 250 | 14 |
250 " 360 | 16 |
360 " 500 | 18 |
500 | 20 |
При установке направляющих колонок и втулок при помощи клея предельные отклонения межосевых расстояний отверстий в комплекте нижних и верхних плит под направляющие колонки и втулки не должны превышать 0,15 мм.
1.11. Допуск на величину толщины полки, предназначенной для крепления штампов к прессу, - в пределах допуска на этот размер при литье.
1.12. В стальных литых плитах допускается шероховатость вертикальных поверхностей и радиусов сопряжения их с горизонтальными поверхностями - ![]() 1250 мкм.
1250 мкм.
1.13. При применении колонок с полем допуска направляющей поверхности h5 направляющие отверстия в верхней плите из чугунного литья с приливами выполнить с полем допуска Н6 и шероховатостью поверхности - ![]() 0,40 мкм.
0,40 мкм.
1.14. В блоках допускается замена колонок по ГОСТ 13118-83 на колонки исполнения 2 по ГОСТ 13119-81 и втулок по ГОСТ 13120-83 на втулки по ГОСТ 13121-83.
1.15. Верхняя часть собранного блока с шариковыми направляющими узлами должна опускаться под действием собственной массы.
1.16. В ГОСТ 13110-83-ГОСТ 13113-83, ГОСТ 13124-83-ГОСТ 13126-83, ГОСТ 14677-83, ГОСТ 21173-83, ГОСТ 21882-83-ГОСТ 21885-83, ГОСТ 25919-83, ГОСТ 25920-83 масса плит и блоков указана при изготовлении плит из чугуна. Для определения массы плит и блоков, изготовленных из стали, значения массы, указанные в таблицах, должны быть умножены на коэффициент 1,075.
1.17. Закрепление деталей направляющих узлов в плитах штампов приведено в обязательном приложении 1.
1.18. Рекомендации по применению блоков штампов для листовой штамповки с направляющими узлами скольжения приведены в справочном приложении 2.
1.19. Рекомендации по применению блоков штампов для листовой штамповки с шариковыми направляющими узлами приведены в рекомендуемом приложении 3.
2. ПРАВИЛА ПРИЕМКИ
2.1. Шариковые направляющие подвергаются приемо-сдаточным и периодическим испытаниям.
2.2. При получении неудовлетворительных результатов испытаний, хотя бы по одному из показателей, проводят повторные испытания удвоенного количества деталей или сборочных единиц штампов, взятых от той же партии. Результаты повторных испытаний являются окончательными.
3. УПАКОВКА
3.1. В тару должен быть вложен сопроводительный документ с указанием:
товарного знака предприятия-изготовителя;
наименования деталей или сборочных единиц и марок материалов;
обозначения деталей или сборочных единиц;
даты выпуска;
количества деталей или сборочных единиц;
результатов приемки ОТК предприятием-изготовителем;
обозначения стандартов на детали или сборочные единицы.
4. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
4.1. Изготовитель должен гарантировать соответствие выпускаемых деталей или сборочных единиц штампов требованиям настоящего стандарта при условии соблюдения правил упаковки, транспортирования и хранения.
4.2. Гарантийный срок хранения - один год с момента изготовления деталей или сборочных единиц штампов.
ПРИЛОЖЕНИЕ 1 (обязательное). ЗАКРЕПЛЕНИЕ ДЕТАЛЕЙ НАПРАВЛЯЮЩИХ УЗЛОВ В ПЛИТАХ ШТАМПОВ
ПРИЛОЖЕНИЕ 1
Обязательное
1. Способы закрепления деталей направляющих узлов приведены на черт.1-3.
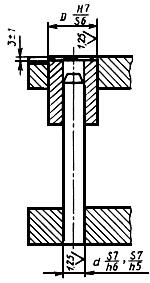
Черт.1
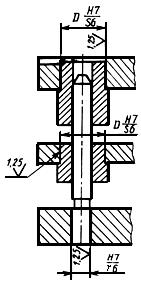
Черт.2
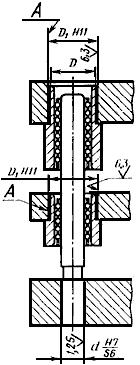
Черт.3
2. При применении колонок и втулок с направляющими поверхностями соответственно по h5 и Н6 обеспечить посадку колонок в нижней плите по ![]() .
.
3. Втулки шариковых направляющих в плитах блоков должны закрепляться клеем, состав которого приведен в таблице.
Наименование компонентов | Содержание компонентов в клее (по массе), %, на основе смолы | |
ЭД-16 | ЭД-20 | |
Смола эпоксидно-диановая неотвержденная по ГОСТ 10587-84 | 42 | 44 |
Дибутилфталат | 10 | 5 |
Полиэтилен-полиамин | 6 | 7 |
Цемент глиноземный марки 400 по ГОСТ 969-77* | 42 | 44 |
_______________
* Действует ГОСТ 969-91. - Примечание.
Допускается применение других типов клея с прочностными свойствами не ниже указанных.
4. Прочность клеевого соединения проверяют приложением в течение 5 мин к каждой втулке усилия 10 кН (1 тс), направленного вдоль оси.
5. Двусторонний зазор между поверхностью отверстия ![]() и втулкой (черт.3), при применении эпоксидного клея, состав которого указан в таблице, должен быть 0,5 мм, при этом на поверхности
и втулкой (черт.3), при применении эпоксидного клея, состав которого указан в таблице, должен быть 0,5 мм, при этом на поверхности ![]() должны быть две винтовые канавки (с правым и левым направлением витков) глубиной 0,3-0,4 мм с шагом 2,5-3,5 мм. Угол профиля канавки 60°
должны быть две винтовые канавки (с правым и левым направлением витков) глубиной 0,3-0,4 мм с шагом 2,5-3,5 мм. Угол профиля канавки 60°![]() 90°.
90°.
При применении клея других типов зазор и требования к поверхности отверстия определяются в зависимости от технологии сборки направляющих узлов.
6. Допускается установка втулок, указанных на черт.1-2, в плитах блока на клее в соответствии с требованиями пп.2-4.
7. Допускается установка втулок шариковых направляющих узлов в плитах блока с натягом, при этом должна быть выдержана посадка ![]() с шероховатостью посадочных поверхностей втулки и отверстия
с шероховатостью посадочных поверхностей втулки и отверстия ![]() 0,80 мкм.
0,80 мкм.
ПРИЛОЖЕНИЕ 2 (справочное). РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ БЛОКОВ ШТАМПОВ ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ С НАПРАВЛЯЮЩИМИ УЗЛАМИ СКОЛЬЖЕНИЯ
ПРИЛОЖЕНИЕ 2
Справочное
1. Тип блока, его исполнение и типоразмер выбирается в зависимости от конструкции штампа, оборудования, средств механизации, усилия штамповки, типа производства.
2. Наибольшие напряжения на изгиб в плитах блока, возникающие при работе штампа, не должны превышать допускаемое напряжение.
От типа производства могут быть применены следующие зависимости наибольшего напряжения на изгиб в плитах блока к допускаемому напряжению:
при мелкосерийном
![]() ,
,
серийном
![]() ,
,
крупносерийном и массовом
![]() ,
,
где ![]() - наибольшее напряжение на изгиб;
- наибольшее напряжение на изгиб;![]() - допускаемое напряжение на изгиб.
- допускаемое напряжение на изгиб.
3. В штампах:
с двусторонним зазором между матрицей и пуансоном до 0,03 мм,
с рабочими деталями, изготовленными из твердого сплава,
многопозиционных,
работающих в автоматическом режиме,
для изготовления деталей повышенной точности применение исполнений блоков с плитами уменьшенной толщины не рекомендуется.
ПРИЛОЖЕНИЕ 3 (рекомендуемое). РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ БЛОКОВ ШТАМПОВ ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ С ШАРИКОВЫМИ НАПРАВЛЯЮЩИМИ УЗЛАМИ
ПРИЛОЖЕНИЕ 3
Рекомендуемое
1. Область применения
1.1. Блоки с шариковыми направляющими узлами следует применять в штампах для разделительных операций:
с пуансонами и матрицами из инструментальных сталей при двустороннем зазоре между матрицей и пуансоном не более 0,026 мм;
с пуансонами и матрицами из твердых сплавов при двустороннем зазоре между матрицей и пуансоном не более 0,1 мм.
2. Сборка штампов
2.1. В собранном штампе при нижнем положении верхней плиты сепаратор по отношению к втулке в шариковых направляющих узлах должен занимать положение, показанное на черт.1.
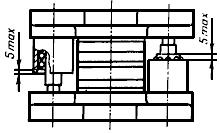
Черт.1
3. Указание по эксплуатации
3.1. В штампах с шариковыми направляющими узлами рекомендуется применять плавающие хвостовики по ГОСТ 16719-71.
3.2. При работе штампов необходимо периодически контролировать положение сепаратора относительно втулки в шариковых направляющих узлах согласно п.2.1. Для предупреждения сползания сепараторов рекомендуется устанавливать под них пружины (см. черт.2) с рабочим усилием 5![]() 10 Н (0,5
10 Н (0,5![]() 1 кгс).
1 кгс).
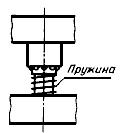
Черт.2
3.3. При первой установке и через каждые 100 тысяч ходов шариковые направляющие узлы рекомендуется очищать от грязи и смазывать универсальной среднеплавкой смазкой марки УС-2 по ГОСТ 1033-79. Смазку наносить тонким слоем.