ГОСТ 12441-66
Группа П49*
__________________________________________
* В указателе "Национальные стандарты" 2007 г.
группа Т88.1. - Примечание изготовителя базы данных.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДЛИНОМЕРЫ ГОРИЗОНТАЛЬНЫЕ
Методы и средства поверки
Horizontal length comparators. Methods and means of verification
Дата введения 1967-07-01
УТВЕРЖДЕН Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР 23 декабря 1966 г. Срок введения установлен с 01.07.67
ПЕРЕИЗДАНИЕ. Сентябрь 1987 г.
Настоящий стандарт распространяется на горизонтальные длиномеры типа КИЗ, выпускаемые из производства и ремонта, а также находящиеся в эксплуатации, и устанавливает методы и средства их поверки.
1. ОПЕРАЦИИ, ПРОИЗВОДИМЫЕ ПРИ ПОВЕРКЕ, И ПРИМЕНЯЕМЫЕ СРЕДСТВА
1. ОПЕРАЦИИ, ПРОИЗВОДИМЫЕ ПРИ ПОВЕРКЕ, И ПРИМЕНЯЕМЫЕ СРЕДСТВА
1.1. Операции, производимые при поверке горизонтальных длиномеров, и применяемые при этом средства поверки должны соответствовать указанным в таблице.
Вид поверки длиномеров | |||||
Операция, производимая при поверке | Номер пункта настоя- | Наименование средств поверки и их техническая характеристика | при выпуске | после ремо- | находя- |
1. Проверка технического состояния | 2.4 | - | + | + | + |
2. Проверка взаимодействия частей | 2.5 | - | + | + | + |
3. Проверка измерительных наконечников | 2.6 | По ГОСТ 11007-66 | + | + | + |
4. Определение измерительного усилия | 2.7 | Динамометр с ценой деления 10 гс (~0,1 Н) | + | + | + |
5. Определение радиального люфта пиноли | 2.8 | Индикатор рычажно-пружинный типа ИРП. Динамометр с ценой деления 10 гс (~0,1 Н) | + | + | - |
6. Проверка плоскостности опорной поверхности | 2.9 | Плита поверочная 400х400 мм, 1-го класса по ГОСТ 10905-86 | + | + | + |
7. Проверка перпендикулярности направления движения пиноли к боковой направляющей планке | 2.10 | Индикатор многооборотный по ГОСТ 9696-82 | + | + | + |
Угольник поверочный 90°, 1-го класса по ГОСТ 3749-77 | |||||
Штатив типа Ш-1 по ГОСТ 10197-70 | |||||
8. Проверка параллельности направления движения пиноли опорной поверхности прибора | 2.11 | Индикатор многооборотный по ГОСТ 9696-82 | + | + | + |
Штатив типа Ш-1 по ГОСТ 10197-70 | |||||
9. Проверка параллельности оси пальца направлению движения пиноли | 2.12 | Индикатор рычажно-пружинный типа ИРП. Штатив типа Ш-1 по ГОСТ 10197-70 | + | + | - |
10. Проверка параллельности миллиметровой шкалы направлению движения пиноли | 2.13 | - | + | + | + |
11. Проверка параллельности штрихов биссекторной шкалы штрихами миллиметровой шкалы | 2.14 | - | + | + | + |
12. Проверка параллельности штрихов микрометровой шкалы индексу | 2.15 | - | + | + | + |
13. Проверка соответствия размера изображения деления миллиметровой шкалы длине биссекторной шкалы | 2.16 | - | + | + | + |
14. Определение погрешности показаний биссекторной шкалы | 2.17 | - | + | + | - |
15. Определение вариации показаний прибора | 2.18 | Плоскопараллельная концевая мера длины 3-го разряда (ГОСТ 8.166-75) размером 20 мм | + | + | + |
16. Определение погрешности | 2.19 | Плоскопараллельные концевые меры длины 3-го разряда (ГОСТ 8.166-75) размером 20, 50, 70 и 100 мм | + | + | + |
Примечание. Знак "+" означает, что поверка производится, знак "-" - не производится.
1.2. С разрешения Государственного комитета СССР по стандартам допускается применять методы и средства поверок, не указанные в настоящем стандарте, при условии обеспечения ими необходимой точности поверки.
2. ПОВЕРКА
2.1. Поверку горизонтальных длиномеров производят в помещении при температуре (20±1) °С. Скорость изменения температуры должна быть не более 0,3°С в час.
2.2. Прибор устанавливают на станину оптической делительной головки (ОДГ) вдали от окон и батарей отопления. Станина должна быть установлена в горизонтальное положение в пределах 10'.
2.3. До начала поверки поверяемый длиномер и меры, по которым производится поверка, должны быть выдержаны на рабочем месте не менее двух часов.
2.4. Проверку технического состояния длиномеров производят наружным осмотром и наблюдением в окуляр микроскопа. При этом проверяют:
отсутствие на наружных поверхностях прибора коррозии, вмятин, механических повреждений, которые могут влиять на эксплуатационные свойства прибора;
равномерность освещения поля зрения микроскопа на всем пределе перемещения миллиметровой шкалы;
резкость штрихов и цифр окулярной сетки и миллиметровой шкалы; отсутствие параллакса, заметного на глаз;
штрихи миллиметровой шкалы, которые должны перекрывать штрихи биссекторной шкалы на всей их длине;
указатель биссекторной шкалы, который должен перекрывать короткие штрихи миллиметровой шкалы на всей их длине.
2.5. Проверку взаимодействия частей длиномера производят опробованием.
Длиномеры должны отвечать следующим требованиям:
предел измерений должен быть не менее 100 мм;
окуляр должен обеспечивать фокусировку на сетку в пределах ±5 диоптрий;
перемещение длиномера по станине и перемещение всех его подвижных частей должны быть плавными;
крепление длиномера на станине ОДГ должно быть надежным;
стопорные устройства, закрепляющие пиноль и окулярную головку, должны обеспечивать надежное крепление;
механизм перемещения по высоте должен обеспечивать плавное и без качки перемещение прибора в пределах ±7 мм от среднего положения. Стопорный винт должен надежно крепить прибор в пределах рабочего перемещения.
2.6. Проверку измерительных наконечников длиномеров на соответствие их 1-му классу производят по ГОСТ 11007-66.
2.7. Измерительное усилие длиномеров определяют с помощью динамометра с ценой деления 10 гс (~0,1 Н). Оно должно быть в пределах 100-200 гс (~1-2 Н).
2.8. Радиальный люфт пиноли при радиальном усилии 200 гс (~2 Н) не должен превышать 3 мкм, с возвращением к исходному положению после снятия нагрузки.
Радиальный люфт пиноли определяют с помощью рычажно-пружинного индикатора, укрепленного на штативе. Наконечник индикатора должен находиться в контакте с цилиндрической поверхностью пиноли у измерительного наконечника длиномера, обеспечивая измерение смещения пиноли в вертикальной плоскости. С помощью динамометра к измерительному наконечнику пиноли последовательно прикладывают радиальное усилие в двух противоположных направлениях в вертикальной плоскости.
Разность показаний индикатора определит величину радиального люфта пиноли в вертикальной плоскости. Измерение производят в вертикальной и горизонтальной плоскостях в трех точках диапазона перемещения пиноли: 0; 50 и 100 мм.
2.9. Шаброванная опорная поверхность прибора при проверке на плоскостность по поверочной плите 1-го класса должна иметь не менее 20 пятен в квадрате со стороной 25 мм.
Проверку производят методом "пятен на краску" по поверочной плите размером 400х400 мм 1-го класса по ГОСТ 10905-86.
2.10. Отклонение направления движения пиноли от перпендикулярности боковой направляющей планки прибора не должно превышать 0,02 мм на длине 100 мм.
Отклонение определяют многооборотным индикатором со штативом, перемещаемым на станине по поверочному угольнику, установленному перпендикулярно боковой поверхности станины делительной головки.
Наконечник индикатора при измерении должен находиться в контакте с цилиндрической поверхностью пиноли около измерительного наконечника длиномера, обеспечивая измерение отклонения в горизонтальной плоскости.
Разность показаний индикатора при крайних положениях пиноли определяет отклонение от перпендикулярности.
2.11. Отклонение направления движения пиноли от параллельности опорной поверхности прибора не должно превышать 0,03 мм на 100 мм.
Параллельность движения проверяют с помощью многооборотного индикатора со штативом в крайних положениях пиноли. Наконечник индикатора должен находиться в контакте с цилиндрической поверхностью пиноли у измерительного наконечника длиномера.
Перемещая индикатор со штативом перпендикулярно оси пиноли, находят положение, при котором его наконечник касается цилиндрической поверхности пиноли по верхней образующей (наибольшее показание индикатора) в одном крайнем положении. Переместив пиноль в другое крайнее положение, подобным образом находят второе наибольшее показание индикатора.
Разность наибольших показаний индикатора в крайних положениях пиноли при ее перемещении определяет отклонение от параллельности.
2.12. Отклонение движения пиноли от параллельности оси пальца (для крепления измерительного наконечника) не должно превышать 2 мкм на длине 10 мм.
Отклонение определяют с помощью индикатора со штативом. Наконечник индикатора должен находиться в контакте с цилиндрической поверхностью пальца. Разность между максимальным и минимальным показаниями индикатора при перемещении пиноли на длину пальца определяет отклонение от параллельности. Измерения должны производиться в вертикальной и горизонтальной плоскостях.
2.13. Продольная ось миллиметровой шкалы должна быть параллельна направлению движения пиноли. Отклонение не должно превышать 0,05 мм на длине 100 мм.
Отклонения от параллельности оси миллиметровой шкалы направлению движения пиноли определяют путем наблюдения за смещением штрихов миллиметровой шкалы в поперечном направлении при перемещении пиноли.
При перемещении пиноли на 100 мм смещение ![]() концов штрихов (черт.1) не должно превышать допускаемой величины (
концов штрихов (черт.1) не должно превышать допускаемой величины (![]() части длины штриха).
части длины штриха).
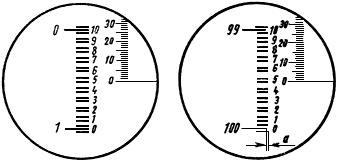
Черт.1
2.14. Штрихи биссекторной шкалы должны быть параллельны штрихам миллиметровой шкалы. Перекос не должен превышать 0,5 мкм.
Отклонение штрихов биссекторной шкалы от параллельности штрихам миллиметровой шкалы определяют разностью отсчетов по окулярному микрометру при совмещении концов одного из биссекторов со штрихом миллиметровой шкалы (черт.2). Для этого производят трехкратную наводку на каждый конец биссектора и определяют среднее арифметическое отклонение.
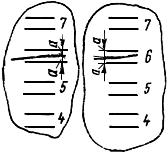
Черт.2
2.15. Штрихи микрометровой шкалы должны быть параллельны индексу. Заметного на глаз перекоса не должно быть.
Отклонения штрихов микрометровой шкалы от параллельности индексу определяют путем наблюдения в микроскоп.
2.16. Размер изображения миллиметрового деления основной шкалы на сетке микроскопа должен быть равен длине биссекторной шкалы. Отклонение не должно превышать ±0,5 мкм в плоскости основной шкалы.
Соответствие размера изображения деления миллиметровой шкалы длине биссекторной шкалы проверяют с помощью микрометровой шкалы окулярного микрометра. Изображения двух соседних штрихов миллиметровой шкалы последовательно совмещают с крайними биссекторами.
Разность отсчетов по микрометровой шкале показывает несоответствие размеров. Для определения разности производят трехкратное совмещение штрихов и определяют среднее арифметическое. Проверку производят не менее чем по четырем-пяти делениям миллиметровой шкалы, отклонения которых (по выпускному аттестату на шкалу) не превышает ±0,1 мкм.
2.17. Погрешность показаний биссекторной шкалы не должна превышать ±0,0005 мм.
Погрешность определяют последовательно по всем десяти интервалам шкалы. Один из штрихов миллиметровой шкалы вводят точно между штрихами нулевого биссектора при нулевом отсчете по микрометровой шкале. Вращая измерительный барабан окулярного микрометра, штрих миллиметровой шкалы совмещают с первым биссектором и производят отсчет по микрометровой шкале.
Отклонение отсчета от "100" определяет погрешность показаний первого деления биссекторной шкалы. Для определения погрешности производят трехкратное измерение и определяют среднее арифметическое.
Также проверяют и другие деления биссекторной шкалы.
2.18. Вариация показаний длиномера не должна превышать 0,0005 мм.
Вариацию показаний определяют путем многократного (не менее 5 раз) арретирования наконечника по концевой мере размером 20 мм.
На станине 1 крепят приспособление 2 (черт.3) со сферическим упором 3 и столиком 4 для концевых мер. Пиноль 5 со сферическим измерительным наконечником подводят до контакта со сферическим упором приспособления и, перемещая упор последовательно в горизонтальной и вертикальной плоскостях, находят наибольшее показание прибора. При этом положение* упора с помощью механизма перемещения окулярного микрометра 6 устанавливают нулевой отсчет. Путем трехкратного арретирования проверяют постоянство нулевого отсчета. Затем пиноль отводят, и на столик приспособления 4 крепят концевую меру 7 размером 20 мм так, чтобы можно было перемещать верхнюю пластину столика до контакта концевой меры со сферическим упором (черт.4). Пиноль 5 подводят к концевой мере и, поворачивая концевую меру вокруг горизонтальной и вертикальной осей с помощью рычагов столика, находят наименьшее показание длиномера. В этом положении концевой меры производят пятикратное арретирование и снятие отсчетов.
_______________
* Текст соответствует оригиналу. - Примечание изготовителя базы данных.
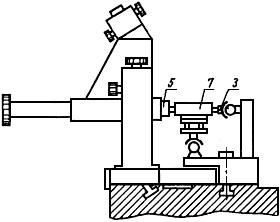
Черт.3
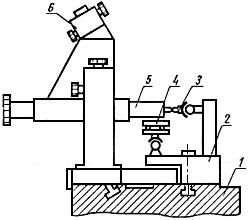
Черт.4
Вариацию показаний длиномера определяют как разность между наибольшим и наименьшим отсчетами.
2.19. Погрешность длиномера не должна превышать ![]() мкм, где
мкм, где ![]() - измеряемая длина в мм.
- измеряемая длина в мм.
Погрешность длиномера определяют на отметках шкалы 20, 50, 70 и 100 мм.
Нулевой отсчет при контакте сферического измерительного наконечника пиноли со сферическим упором приспособления устанавливают по методике, изложенной в п.2.18, и трехкратным арретированием убеждаются в его постоянстве (![]() ). Затем на столик приспособления устанавливают концевую меру размером 20 мм (в соответствии с п.2.18) и после выдержки пиноль подводят до контакта наконечника с концевой мерой. Производят трехкратное арретирование и снятие отсчетов
). Затем на столик приспособления устанавливают концевую меру размером 20 мм (в соответствии с п.2.18) и после выдержки пиноль подводят до контакта наконечника с концевой мерой. Производят трехкратное арретирование и снятие отсчетов ![]() . Затем концевую меру удаляют и производят нулевой отсчет
. Затем концевую меру удаляют и производят нулевой отсчет ![]() .
.
Таким же образом поверяют прибор на других отметках миллиметровой шкалы (50, 70, 100 мм), применяя для этого концевые меры соответствующих размеров.
С учетом предварительной выдержки мер около прибора до начала поверки (п.2.3) при определении погрешности достаточно выдерживать меры на столике приспособления 10-15 мин.
Все отсчеты записывают в протокол поверки и вычисляют погрешность прибора.
Погрешность прибора ![]() в мкм на поверяемом интервале определяют по формуле
в мкм на поверяемом интервале определяют по формуле
![]() ,
,
где ![]() - среднее арифметическое из трех отсчетов
- среднее арифметическое из трех отсчетов ![]() при установленной концевой мере;
при установленной концевой мере;![]() - среднее арифметическое из нулевых отсчетов
- среднее арифметическое из нулевых отсчетов ![]() и
и ![]() ;
;![]() - действительное значение срединной длины (по свидетельству) концевой меры, применяемой для поверки.
- действительное значение срединной длины (по свидетельству) концевой меры, применяемой для поверки.
3. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
3.1. На длиномеры, признанные годными при поверке органами Государственного комитета СССР по стандартам, выдается свидетельство установленной формы.
3.2. Результаты периодической ведомственной поверки вносят в соответствующий документ, составленный органами ведомственного надзора и согласованный с органами Государственного комитета СССР по стандартам.
3.3. Результаты поверки длиномеров техническим контролем предприятия-поставщика оформляют путем выдачи выпускного аттестата.
3.4. Длиномеры, не удовлетворяющие требованиям настоящего стандарта, к выпуску и применению не допускаются.