ГОСТ 10767-98
Группа Г83
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТЕРМОПЛАСТАВТОМАТЫ И РЕАКТОПЛАСТАВТОМАТЫ ОДНОПОЗИЦИОННЫЕ
Основные параметры и размеры. Нормы точности
One position thermoplast and thermosetting plastic working automatic machines.
Basic parameters and dimensions. Norms of accuracy
МКС 25.120.30
ОКП 38 2270
Дата введения 2002-01-01
Предисловие
1 РАЗРАБОТАН Межгосударственным техническим комитетом по стандартизации МТК 75 "Станки"; Открытым акционерным обществом "Украинский научно-исследовательский институт станков, инструментов, приборов" (ОАО "УкрНИИСИП")
ВНЕСЕН Комитетом Украины по вопросам стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 14 от 12.11.98)
За принятие проголосовали:
| Наименование государства | Наименование национального органа по стандартизации |
| Азербайджанская Республика | Азгосстандарт |
| Республика Армения | Армгосстандарт |
| Республика Беларусь | Госстандарт Республики Беларусь |
| Республика Казахстан | Госстандарт Республики Казахстан |
| Кыргызская Республика | Кыргызстандарт |
| Российская Федерация | Госстандарт России |
| Республика Таджикистан | Таджикгосстандарт |
| Туркменистан | Главгосинспекция "Туркменстандартлары" |
| Республика Узбекистан | Узгосстандарт |
| Украина | Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 20 февраля 2001 г. N 74-ст межгосударственный стандарт ГОСТ 10767-98 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2002 г.
4 ВЗАМЕН ГОСТ 10767-87
1 Область применения
1 Область применения
Настоящий стандарт распространяется на термопластавтоматы и реактопластавтоматы однопозиционные (далее - автоматы) усилием запирания от 250 до 16000 кН со шнековой пластикацией.
Стандарт устанавливает основные параметры и размеры автоматов, размеры и расположение отверстий для крепления формы и нормы точности автоматов.
Требования разделов 4 и 5 являются обязательными.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 10-88 Нутромеры микрометрические. Технические условия
ГОСТ 577-68 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 10905-86 Плиты поверочные и разметочные. Технические условия
ГОСТ 15961-89 Машины кузнечно-прессовые. Общие требования к условиям и методам измерения точности
3 Определения
В настоящем стандарте применяют следующие термины с соответствующими определениями:
3.1 термопластавтомат: Машина для литья под давлением термопластичных материалов.
3.2 реактопластавтомат: Машина для литья под давлением термореактивных материалов.
3.3 термопластавтомат и реактопластавтомат однопозиционные: Машины, содержащие в числе прочих узлов один узел запирания и один узел впрыска и обеспечивающие отливку изделия (изделий) в одной форме.
3.4 узел запирания: Механизм или комплекс механизмов, обеспечивающий закрытие формы, создание усилия, запирающего форму, раскрытие формы.
3.5 узел впрыска: Механизм или комплекс механизмов, обеспечивающий превращение исходного перерабатываемого материала в расплав, набор дозы расплава, впрыск дозы расплава в форму и выдержку впрыснутого расплава под давлением.
3.6 формонесущие поверхности плит узла запирания: Плоскости подвижной и неподвижной плит узла запирания, на которых крепится форма.
3.7 цилиндр пластикации: Составная часть узла впрыска, в которой осуществляется превращение исходного перерабатываемого материала в расплав.
4 Параметры и размеры
4.1 Основные параметры и размеры автоматов
4.1.1 Основные параметры и размеры автоматов должны соответствовать указанным в таблице 1.
Таблица 1
| Наименование параметра | Норма для автоматов с интервалом наибольших усилий запирания формы, кН | |||||||
| от 250 до 500 | от 500 до 1000 | от 1000 до 1600 | от 1600 до 2500 | от 2500 до 4000 | от 4000 до 6300 | от 6300 до 10000 | от 10000 до 16000 | |
| Расстояние между формонесущими поверхностями плит узла запирания, мм: | ||||||||
| наименьшее, не более | 125 | 140 | 160 | 200 | 250 | 320 | 400 | 500 |
| наибольшее, не менее | 400 | 500 | 640 | 800 | 1000 | 1260 | 1650 | 2120 |
| Наибольший ход подвижной плиты узла запирания, мм, не менее | 200 | 250 | 320 | 400 | 500 | 630 | 850 | 1120 |
| Расстояние между колоннами в свету узла запирания, мм, не менее: | ||||||||
| горизонтальное | 250 | 320 | 400 | 500 | 500 | 630 | 800 | 1000 |
| вертикальное | 200 | 250 | 320 | 400 | 500 | 630 | 800 | 1000 |
4.2 Размеры и расположение отверстий для крепления формы
4.2.1 На формонесущих поверхностях плит узла запирания должны быть выполнены резьбовые отверстия ![]() для крепления формы и отверстия
для крепления формы и отверстия ![]() для центрирования формы (рисунок 1).
для центрирования формы (рисунок 1).
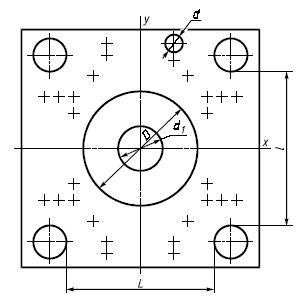
![]() - горизонтальная ось плиты узла запирания;
- горизонтальная ось плиты узла запирания; ![]() - вертикальная ось плиты узла запирания
- вертикальная ось плиты узла запирания
Рисунок 1
4.2.2 Расположение резьбовых отверстий ![]() определяется сетью линий, выполненных в системе координат. Начало координат должно совпадать с осью отверстия
определяется сетью линий, выполненных в системе координат. Начало координат должно совпадать с осью отверстия ![]() .
.
В первом квадранте резьбовые отверстия ![]() должны быть расположены в точках пересечения линий в соответствии с рисунком 2 в пределах размеров формонесущей поверхности плит узла запирания.
должны быть расположены в точках пересечения линий в соответствии с рисунком 2 в пределах размеров формонесущей поверхности плит узла запирания.
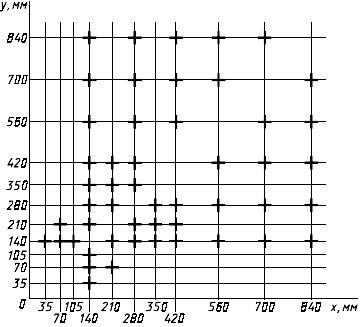
Рисунок 2
В остальных квадрантах сеть линий выполняется аналогично.
Допускается выполнение дополнительных резьбовых отверстий ![]() в свободных точках пересечения основных линий либо на пересечении основных линий с дополнительными, отстоящими от основных на расстоянии 35, 70 и 140 мм.
в свободных точках пересечения основных линий либо на пересечении основных линий с дополнительными, отстоящими от основных на расстоянии 35, 70 и 140 мм.
Не допускается размещать резьбовые отверстия ![]() в пределах ограничительной окружности
в пределах ограничительной окружности ![]() , приведенной на рисунке 1.
, приведенной на рисунке 1.
4.2.3 Диаметр резьбового отверстия ![]() должен соответствовать таблице 2.
должен соответствовать таблице 2.
Таблица 2
В миллиметрах
| Расстояние от начала координат до наиболее удаленной линии размещения резьбовых отверстий | Диаметр резьбового отверстия |
| До 140 включ. | М12 |
| " 210 " | М16 |
| " 210 " 350 " | М20 |
| " 350 | М24 |
| Примечание - Требования 4.2 необязательны для автоматов, снабженных устройством автоматической смены форм. | |
4.2.4 Диаметр отверстия ![]() и ограничительной окружности
и ограничительной окружности ![]() должен соответствовать таблице 3.
должен соответствовать таблице 3.
Таблица 3
В миллиметрах
| Расстояние между колоннами | Диаметр отверстия | Диаметр окружности |
| До 280 включ. | 100 | 160 |
| " 355 " | 125 | 200 |
| " 355 " 450 " | 125 | 250 |
| " 450 " 560 " | 160 | 315 |
| " 560 " 710 " | 160 | 400 |
| " 710 " 900 " | 200 | 500 |
| " 900 " 1120 " | 250 | 630 |
| Примечание - Допускается выполнять отверстие | ||
5 Нормы точности
5.1 Общие требования к методам проверок на точность автоматов - по ГОСТ 15961.
5.2 Базовой поверхностью для проверок 1 и 2 является формообразующая поверхность подвижной и неподвижной плит узла запирания, для проверки 3 - центральное отверстие в переднем торце цилиндра пластикации.
5.3 Для проверок следует применять средства измерения, обеспечивающие заданную точность измерения. Средства измерения, рекомендуемые для проведения проверок, приведены в приложении А.
5.4 Устанавливают следующие проверки норм точности автоматов.
Проверка 1. Плоскостность формонесущих поверхностей подвижной и неподвижной плит узла запирания.
Допуск плоскостности должен соответствовать значениям, указанным в таблице 4.
Таблица 4
| Наименование параметра | Норма для автоматов с интервалом наибольших усилий запирания формы, кН | |||||||
| от 250 до 500 | от 500 до 1000 | от 1000 до 1600 | от 1600 до 2500 | от 2500 до 4000 | от 4000 до 6300 | от 6300 до 10000 | от 10000 до 16000 | |
| Допуск плоскостности, мм | 0,02 | 0,04 | 0,04 | 0,05 | 0,05 | 0,06 | 0,06 | 0,06 |
| База измерения | 200 | 320 | 400 | 500 | 500 | 630 | 800 | 1000 |
Проверку проводят в соответствии со схемой, приведенной на рисунке 3.
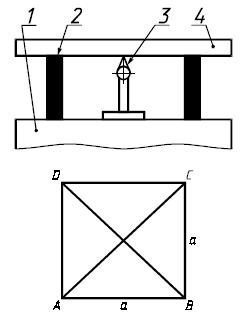
1 - плита; 2 - равновысокие опоры; 3 - индикатор; 4 - поверочная линейка
Рисунок 3
Метод проверки
Проверку проводят до начала сборки узла запирания.
На горизонтально расположенную формонесущую поверхность плиты 1 по концам контролируемых сечений устанавливают равновысокие опоры 2, на которые кладут поверочную линейку 4. Под поверочную линейку помещают индикатор 3 на специальной стойке, у которой основание соосно с измерительным наконечником.
Перемещая вдоль поверочной линейки индикатор, измеряют отклонения по диагональным и крайним продольным и поперечным сечениям поверхности плиты и регистрируют эти отклонения с учетом знаков. База измерения (![]() ±5) мм.
±5) мм.
Отклонение от плоскостности определяют по наибольшей алгебраической разности двух противоположно направленных (имеющих разные знаки) максимальных отклонений относительно прямых, соединяющих концы измеряемых шести сечений ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() и
и ![]() .
.
Выпуклость не допускается.
Проверка 2. Параллельность формонесущих поверхностей подвижной и неподвижной плит узла запирания между собой.
Допуск параллельности формонесущих поверхностей плит должен соответствовать значениям, указанным в таблице 5.
Таблица 5
| Наименование параметра | Норма для автоматов с интервалом наибольших усилий запирания формы, кН | |||||||
| от 250 до 500 | от 500 до 1000 | от 1000 до 1600 | от 1600 до 2500 | от 2500 до 4000 | от 4000 до 6300 | от 6300 до 10000 | от 10000 до 16000 | |
| Расстояние между формонесущими поверхностями подвижной и неподвижной плит узла запирания, на котором измеряется параллельность плит, мм: | ||||||||
| А | 125 | 140 | 160 | 200 | 250 | 320 | 400 | 500 |
| Б | 200 | 250 | 320 | 400 | 500 | 630 | 800 | 1000 |
| База измерений | 200 | 250 | 250 | 350 | 450 | 550 | 750 | 950 |
| Допуск параллельности, мм | 0,15 | 0,15 | 0,15 | 0,16 | 0,20 | 0,26 | 0,29 | 0,35 |
Проверку проводят в соответствии со схемой, приведенной на рисунке 4.
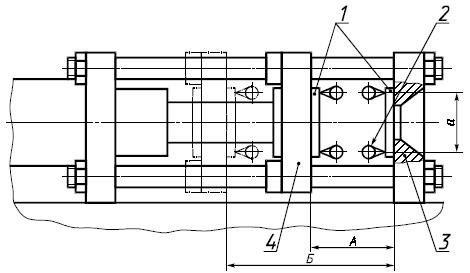
1 - поверочные линейки; 2 - нутромер; 3 - неподвижная плита; 4 - подвижная плита
Рисунок 4
Метод проверки
Проверку проводят на собранном автомате.
На формонесущие поверхности неподвижной 3 и подвижной 4 плит крепят поверочные линейки 1. Подвижную плиту устанавливают на расстоянии (![]() ±15) мм от неподвижной плиты. Нутромером 2 измеряют расстояние между поверочными линейками в двух взаимно перпендикулярных плоскостях, проходящих по осям плит. База измерения (
±15) мм от неподвижной плиты. Нутромером 2 измеряют расстояние между поверочными линейками в двух взаимно перпендикулярных плоскостях, проходящих по осям плит. База измерения (![]() ±5) мм. Измерения повторяют при положении подвижной плиты на расстоянии (
±5) мм. Измерения повторяют при положении подвижной плиты на расстоянии (![]() ±15) мм от неподвижной плиты.
±15) мм от неподвижной плиты.
Отклонение от параллельности определяют как наибольшую разность показаний нутромера.
Примечание - Проверку 2 допускается проводить без установки поверочных линеек, если отклонение от плоскостности формонесущих поверхностей неподвижной и подвижной плит, полученное при проверке 1, не превышает половины допуска плоскостности, указанного в таблице 4.
Проверка 3. Соосность отверстий неподвижной плиты узла запирания и цилиндра пластикации.
Допуск соосности отверстий неподвижной плиты узла запирания и цилиндра пластикации должен соответствовать значениям, указанным в таблице 6.
Таблица 6
| Наименование параметра | Норма для автоматов с интервалом наибольших усилий запирания формы, кН | ||
| от 250 до 630 | от 630 до 4000 | от 4000 до 16000 | |
| Допуск соосности в радиусном выражении, мм | 0,20 | 0,30 | 0,50 |
Проверку проводят в соответствии со схемой, приведенной на рисунке 5.
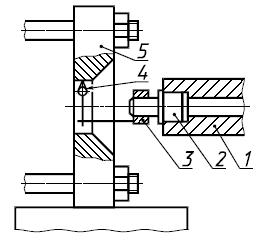
1 - цилиндр пластикации; 2 - контрольная оправка; 3 - втулка; 4 - индикатор; 5 - плита
Рисунок 5
Метод проверки
Проверку проводят в процессе сборки автомата.
В отверстие цилиндра пластикации 1 устанавливают контрольную оправку 2, на которой с помощью втулки 3 крепят индикатор 4 так, чтобы его измерительный наконечник касался внутренней поверхности отверстия в плите 5. Плавным движением втулки 3 поворачивают индикатор вокруг оси отверстия в плите на 360°.
Отклонение от соосности определяют как половину наибольшей разности в показаниях индикатора.
Примечание - Проверке 3 подвергают только те автоматы, конструкция которых предусматривает соосное расположение узлов запирания и впрыска.
ПРИЛОЖЕНИЕ А (рекомендуемое). Средства измерения, рекомендуемые для проведения проверок
ПРИЛОЖЕНИЕ А
(рекомендуемое)
Средства измерения:
- нутромер микрометрический - по ГОСТ 10;
- индикатор часового типа с ценой деления 0,01 мм типа ИЧ класса точности 1 - по ГОСТ 577;
- линейки поверочные типов ШП (линейка с широкой рабочей поверхностью прямоугольного сечения) и ШД (линейка с широкой рабочей поверхностью двутаврового сечения) классов точности 01 и 1 - по ГОСТ 8026;
- плиты поверочные исполнений 1 и 2 класса точности 1 - по ГОСТ 10905;
- равновысокие опоры: разность высот не более 0,002 мм, допуск параллельности сторон по высоте 0,002 мм, допуск плоскостности основания 0,002 мм (например, призматические опоры высотой 110 мм по ГОСТ 15961, приложение 2);
- стойка индикаторная - по ГОСТ 15961, приложение 2.